[點晴模切ERP]關于模切刀模,一次性講全了!
當前位置:點晴教程→模切知識交流
→『 模切技術學堂 』
起源:模具起源于何時,現已無從考證。在距今二百多萬年前的石器時代,要說人類就已經知道制造模具,那有些不切實。因為那時的人類主要以生存為主,沒有時間和精力去思考生存以外的事。石器時代是一個以石制器械為主的時代,當然人們也使用木、竹、骨做器件從事生產活動。 定義:工業生產上用以注塑、吹塑、擠出、壓鑄或鍛壓成型、冶煉、沖壓、拉伸等方法得到所需產品的各種模子和工具。簡而言之,模具是用來成型物品的工具,這種工具由各種零件構成,不同的模具由不同的零件構成。它主要通過所成型材料物理狀態的改變來實現物品外形的加工。這種專用工具統稱為模具。 傳統刀模制作是在刀模板上用鉛筆或圓珠筆進行繪制,后通過鋸床鋸的,在移動的過程中就會形成錯位而產生誤差;加工速度慢;而使用了激光切割機后,繪圖設計就可以直接在計算機上進行,刀模板是由激光切割機全自動運行切割成型,不需要人工干預。誤差小,速度快。對于激光刀模切割機的應用可以明顯加速企業的發展,提高經濟效益 。
認識刀模,刀的種類從刀鋒角度,刀身和刀鋒的硬度;刀的紋路,刀鋒和刀身的表面加工工藝來區分的話,就不下100 多種,以下為我們所常見與常用的模具: 1.鋁合金刀模 2.雕刻清廢模、蝕刻模 3.鋁板刀模 4.塑膠刀模 5.木板刀模(激光刀模) 6.五金模、QDC復合模 7.圓刀滾軸刀模與燙金、凹凸類模具等
雕刻刀模 蝕刻刀模 是由一整模具鋼經CNC雕刻而成 1、刀面平整,幾乎不須對刀口做高低調整 2、同套刀模,可依不同高低刀(全斷半斷)的組合 刀高一般為1.5mm左右 3、尺寸精度(0.03MM),適合精密裁切加工,刀鋒與刀鋒之間最小間距可以做到0.3MM 4、沖壓產品斷面線條光滑,但只適合沖壓0.2mm以下的材料 5、數個同一圖形在同一刀模上大小幾乎是一樣,同一把刀模重復再做誤差幾乎為0 6、正常的沖壓壽命一般在50-200K左右 木板刀模 材質 為一整板木質材料線切割而成 特點 刀鋒高度為6mm,底板高度為18mm 精度一般,可精確到±0.3mm 適于生產0.5mm以內的PC,同時可生產直徑3mm以下的小孔(孔內可裝彈簧) 價格一般,主要用于沖壓一些尺寸比較大、材料比較厚、公差比較大且材料比較硬的產品 模切壽命正常在50K左右次左右,沖壓的材料不一樣模切壽命也不一樣 鋁合金刀模 材質 刀模底板為整塊鋁板,刀縫為激光線切割將整個鋁板切穿,然后裝上刀片 刀鋒高度為3.5MM 特點 精度高,可達到±0.1mm 刀片不易變形,可換刀片循環使用 適用于生產0.5mm(含0.5以內)以下PC類材料 價格較高 鋁板刀模 材質 底板為塑膠板,裝刀片板材為整塊鋁板激光線切割而成 特點 刀鋒度一般為3mm,鋁板高度為5mm,底板為3mm,整體高度為11mm 精度較高,可精確到± 0.2mm 刀片不易變形,刀片碰壞后可換刀片循環使用。 適用于生產0.5mm(含0.5mm)以下的各類PC印件 價格便宜 塑膠刀模 材質 板材全為塑膠板線切割而成,然后將彎好的刀裝進去 特點 刀鋒高度為2.5----3mm 精度稍差,范圍在±0.3mm 刀片易變形,可循環使用 適于生產紙類印件及0.25mm以下PC的簡單印件 價格與蝕刻模要便宜,主要用于一些雙面膠材質的產品,量大、工藝不怎么復雜產品正常模切壽命在100-200K左右
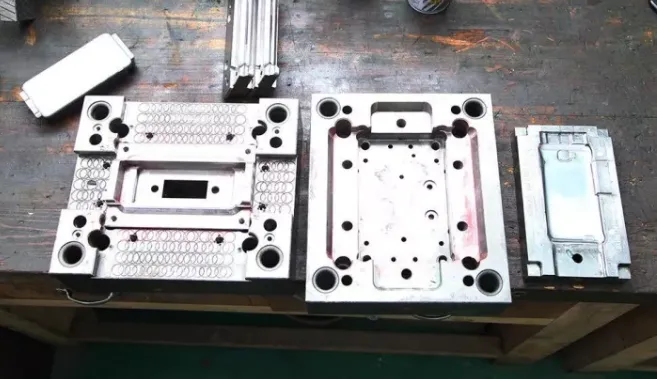
五金模 五金模具是在工業生產中,用各種壓力機和裝在壓力機上的專用工具,通過壓力把金屬材料制出所需形狀的零件或制品,這種專用工具統稱為五金模具 五金模具可根據各種工藝分類:沖裁模 、彎曲模 、拉深模 、成形模 其他組合模:單工序模 、復合模 、級進模(也稱連續模)、多工位模 沖裁模 沿封閉或敞開的輪廓線使材料產生分離的模具,如落料模、沖孔模、切斷模、切口模、切邊模、剖切模等 彎曲模 使板料毛坯或其他坯料沿著直線(彎曲線)產生彎曲變形,從而獲得一定角度和形狀的工件的模具。 拉深模 是把板料毛坯制成開口空心件,或使空心件進一步改變形狀和尺寸的模具。 成形模 是將毛坯或半成品工件按圖凸、凹模的形狀直接復制成形,而材料本身僅產生局部塑性變形的模具。如脹形模、縮口模、擴口模、起伏成形模、翻邊模、整形模等 單工序模 在壓力機的一次行程中,只完成一道沖壓工序的模具 復合模 只有一個工位,在壓力機的一次行程中,在同一工位上同時完成兩道或兩道以上沖壓工序的模具 級進模 壓力機在一次沖壓行程中,采用帶狀沖壓原材料,在一副模具上用幾個不同的工位同時完成多道沖壓工序的冷沖壓沖模,模具每沖壓完成一次,料帶定距移動一次,至產品完成。 多工位模 在沖壓過程中材料料帶始終向一個方向運動;模具內部料帶切斷后向兩個或者兩個以上方向運動的叫級進模;料帶送料在模具內部完成的叫自動連續模;在一個沖壓生產鏈上用不同工藝的沖壓模具用機械手或其他自動化設施,采用模具或者零件移動完成工件沖壓加工額定模具叫多工位模。 QDC復合模 QDC模即采用模塊組合的方式,使用雕刻刀模或腐蝕刀模安裝到五金沖模模座中,進行沖 切、清廢;因為 可 根據不同的模切需要進行快速模具更換,兼顧了刀模的優勢和沖模的精度、穩定性,還可以根據模切的需要分工序沖壓,兩次套孔的公差可達到0.05mm。 主要用于生產一些工藝復雜且不易排廢的一些產品 模切壽命可以重復修模 QDC復合模 圓刀滾軸模、燙金膜、凹凸模 根據模切材料如何選擇模切刀的角度 一、普通紙板普通紙板包括常見的卡紙,瓦楞紙等。 模切這類紙板選用普通的激光刀(刃角52o)就可以了,假如模切外形復雜,則需要選用刀身硬度稍低,彎曲機能較好的刀料。在模切過程中,假如需要模切壓力小,則可以選用刃角為42 o的刀料。小的模切壓力可減少刀刃磨損,延長模切壽命 二、硬質膠板硬質膠板包括PVC,PET,電子板,高密度材料,墊片等。 模切這類材料需選用硬度大的刀料。普通的激光刀刀身硬度為39HRC,刀刃硬度為57HRC,若模切硬質膠板,則需選用刀身硬度達47HRC,刀刃硬度達59HRC的刀料。刃角越小,刀刃硬度越大的刀料,則耐磨性越好 三.柔韌材料柔韌材料包括鋁箔,腹膜材料,軟性塑膠等。 模切這類材料需選用刃口經精細磨制的刀料,這類刀料刃面光滑,所需的模切壓力小,能等閑穿過粘性材料,并減少切邊拉絲起毛的題目 四.回收紙模切回收紙非常輕易產生紙粉,因此,應選擇能減少模切過程中刀刃與紙的摩擦力的刀料。刃面經由拋光或涂層處理的刀料,非常光滑的,能適應這一要求;若刃角達到42o,則能進一步減少模切壓力。
領用 根據加工指示單上的編號領取相對應的模具 領用時必須登記到《模、治具領用表》上 檢查有無刀模袋/刀模標示/有無貼海棉 刀模是否合格、如領用時發現刀模有問題一定要及時報告給上司,不可私自處理,或者領用去產生! 退回 機臺生產完的刀模必須放入相對應的刀模袋并統一區域放置 必須由原領用人將模具送回到模具架并登記 如刀模有問題的,機臺人員須必須馬上報告上司并在刀模標示注明刀模問題所在位置 機臺人員必須找出造成刀模不良的原因,以便及時處理以防止類似事件再次發生 裝模及拆模 模切刀座必須平端進出,不可傾斜,以免撞刀 拆模時拆刀工具注意不要撞刀 注意事項 處理刀模問題時, 工具注意不要撞刀 模切機臺座上盡量不要放置金屬工具,以免掉下 PC類產品 海棉彈性強度要求較高 海棉高度要求高于刀鋒0.5mm 按不同印件要求須修剪海棉 紙類產品 海棉彈性強度要求不高 海棉高度要求高于 刀鋒1—1.5mm 根據印件要求適當修剪海棉 1、在領用時或將模具退回時進行模具維護與保養 2、在生產中如需更換模具時,不可將模具隨便亂放,一定要放置于沒有其他鐵之類物質的臺面上,而且刀口必須朝下放置或者在刀口上蓋上一張保護板,防止其他物體掉下而損壞刀具 3、在生產過程中如模具刀的接頭處有碎口一定要及時清理,以防止刀口爆開而影響生產 4、將不常用的模具噴上防銹劑,以防止刀具生銹 常見刀模異常---刀口 產生原因 刀片接口處未接到 接口處刀片偏移 處理方法 刀片未接到---可用錐子在刀片兩端朝中間敲 接口未接好---可以用尖嘴鉗將偏移的刀片輕輕夾正 注意事項 非專業人員請勿操作 操作時盡量不要碰到其它刀鋒 常見刀模異常---缺口 產生原因 刀片在流通過程中碰傷 刀片在使用過程中操作不當碰傷 處理方法 用美工刀片在刀鋒兩側輕輕刮拭,不能太用力。直到正視刀鋒無異常為止 注意事項 視缺口程度嚴重度,太嚴重則須重換刀 力度適中,不能太用力 特別提醒,紙類印件在刮過刀片后,必須增加檢查頻率 聲明:部分內容節選網絡,如涉及作品版權問題請及時聯系我們,我們將刪除內容以保證您的權益。
出品:模切易得通媒體中心 編輯:模切易得通團隊 點晴模切ERP更多信息:http://moqie.clicksun.cn,聯系電話:4001861886 該文章在 2024/4/28 21:01:12 編輯過 |
關鍵字查詢
相關文章
正在查詢... 



|


 400 186 1886
400 186 1886