[點晴模切ERP]手機輔料的設計與制作
當前位置:點晴教程→模切知識交流
→『 模切技術學堂 』
目錄 1、定義 2、作用 3、刀模加工示意圖 4、背膠 4-1 功能 4-2 常用范圍 4-3 表面要求 4-4 材料的選用 4-5 制作要求 4-6 常見設計錯誤 4-7 技術要求說明 5、泡棉 5-1 作用 5-2 常用范圍 5-3 材料的選用 5-4 制作要求 5-5 技術要求說明 6、導電布(導電泡棉) 6-1 功能 6-2 材料的選用 6-3 組裝要求 6-4 技術要求說明 7、防塵網 7-1 功能及材料的選用 7-2 制作要求 7-3 技術要求說明 8、熱熔膠 8-1 功能 8-2 常用的范圍 8-3 制作要求 8-4 常見設計錯誤 8-5 技術要求說明 9、磁鐵 9-1 功能 9-2 制作要求 9-3 技術要求說明 10、麥拉紙 10-1 功能 10-2 技術要求要求 10-3 制作要求 11、五金件 11-1 材料的選用 11-2 技術要求說明 12、銅螺母 12-1 自動螺母機的使用 12-2 相關測試要求 12-3 技術要求說明 13、螺絲 13-1 頭部類形 13-2 螺紋種類 13-3 表面處理工藝 13-4 常用螺絲 13-5 技術要求說明 14、包裝 14-1 吸塑盤 14-2 膠袋 14-3 珍珠棉 14-4 保護膜 14-5 紙箱 手機輔料的定義: 所謂手機輔料是指用于整機上 除塑膠機殼、主板、電子元器件以外的零件(含包裝)。 手機輔料的作用: 1、電子元件與機殼膠件相接觸需定位的地方或相接觸會擠壓碰撞的地方。 2、裝飾、防塵或支撐固定。 3、與機殼膠件相裝配連接。 4、包裝出貨、運輸防護。 輔料加工示意圖 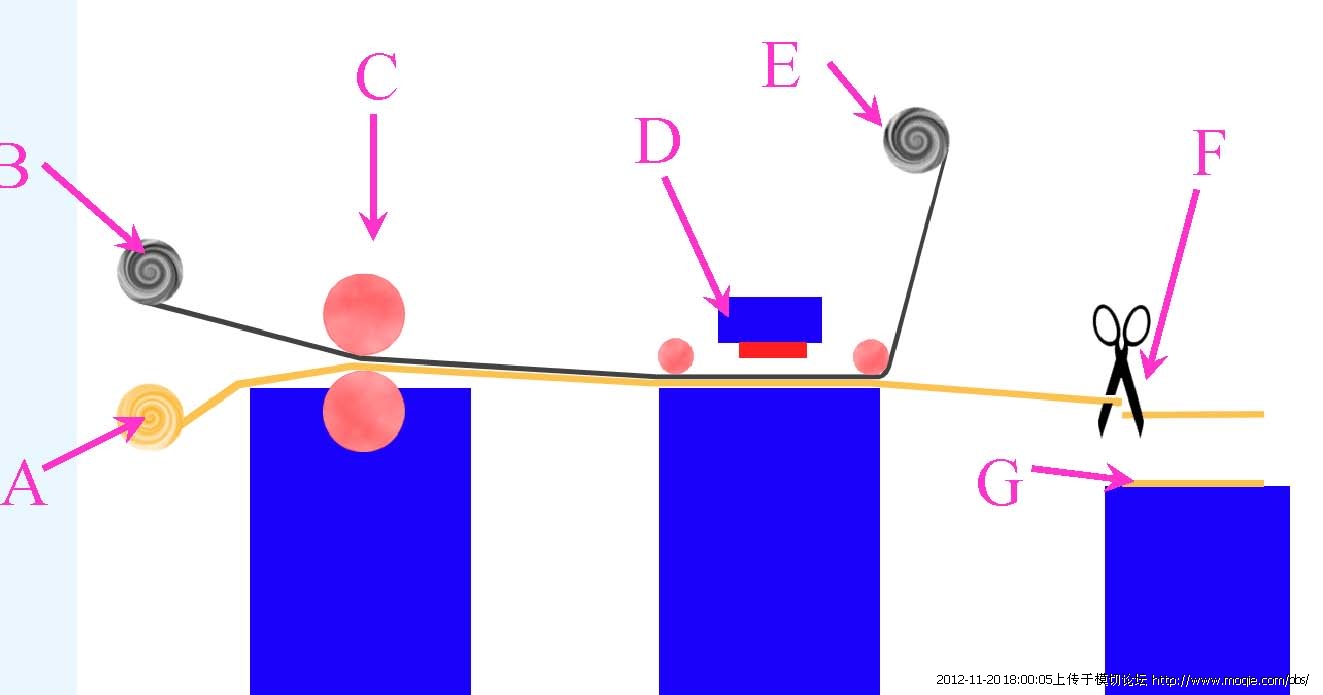 A:離型紙B:輔料原料 C:離型紙與輔料原料碾壓到一起 D:沖切成型(藍色為動模板,紅色為刀模) E:廢料F:落料G:成品 背膠——功能及種類 常用范圍: LCD背膠攝像頭鏡片背膠 自拍鏡背膠定位支架背膠 面殼按鍵裝飾件背膠主屏背膠 小裝飾件背膠等 功能: 使手機元器件與機殼粘貼在一起,不脫落、位移。 需貼背膠面的表面要求 需貼背膠的零件,其表面都需要遮噴或遮鍍,也不做表面處理。 1、貼輔料面表面不能做噴涂+UV、真鍍、水鍍。 因為噴涂后的手機產品大部分都要過UV,而過了UV后表面會變硬、變光滑,那背膠面的粘性就會降低。真鍍及水鍍也是如此 直接噴涂不過UV的產品,因為噴油表面有油性同樣也會影響背膠的粘性。 橡膠漆表面較軟,也會影響背膠的粘性。 2、高光面。 模內注塑的鋼件也可以貼背膠,但如果是拋光就不行。 工程圖紙中的輔料公差 所有沖切的輔料其公差在標注時都為+0.2(或-0.2) 輔料在制作過程中其精度問題也不會走極限值,其真正的公差值都在±0.1左右。只是在報價問題上的公差±0.2的刀模要比公差±0.1的刀模費用要低。 除非客戶其要求為±0.1。 背膠——材料的選用 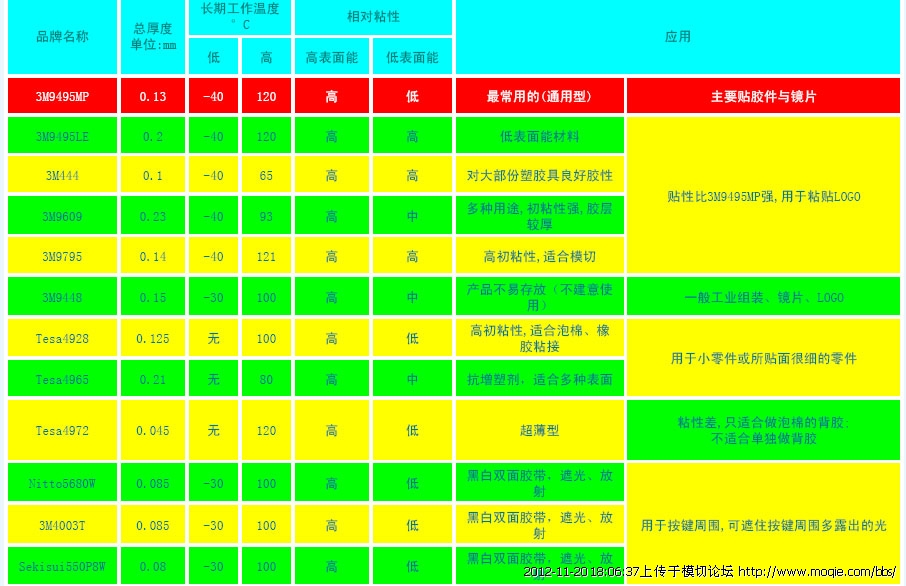 背膠——材料的說明 1、所選用背膠的材質時一定要注意相應的材質要選相應的厚度(如3M9495MP材質所對應的厚度是0.13mm,3M9495LE材質所對應的厚度是0.2mm),而不是選3M9495MP的材質,標厚度尺寸時又是0.2mm。因為背膠的材質與厚度在3M公司出廠就是定了的,輔料供應商只是做模切,材質是按我們要求去選的,他們不能去變厚度 2、輔料的成本,我司與客戶是否都能接受輔料的制作及加工成本。 3、任何時候的材質更換都必須驗證、重新報價。 4、如有特殊材質的應用要先向客戶詢問并確認,是否可以更改為我司常用的,如不能更改要詢問供應商是否有這種特殊材質的輔料。 5、所有的背膠都要提供材質證明書,以證明這種背膠是我們所需要的材質。 6、高表面能:將一滴水滴在膠件表面,如果水滴散開了,則為高表面能。 7、低表面能:將一滴水滴在膠件表面,如果水滴沒有散開,則為低表面能。 背膠——制作要求 制作要求: 1-1、單邊間隙0.1mm~0.15mm中間間隙0.2~0.3mm以上,防止輔料粘貼偏移后中間空框邊緣露出在機殼LCD框外。 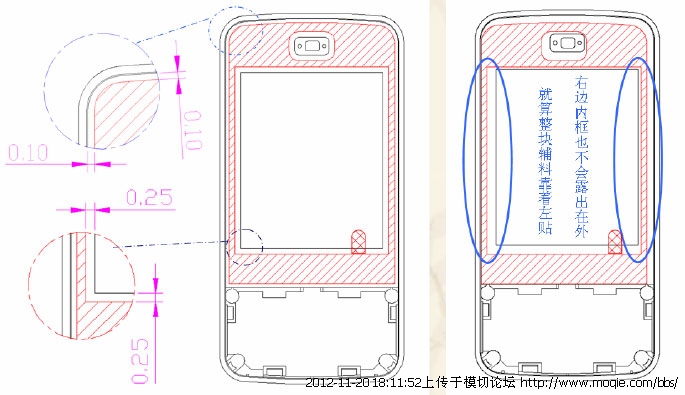 2-1、背膠最窄最好不要低于1mm,因為刀模的寬度為0.8mm(如圖1),將兩片刀模合并起來后肯定會有一定的間隙(如圖2),不一定能保證為0.8mm,如果寬度要做到0.8以下。需沖切兩次,而且兩端會有很大的誤差(如圖3)。 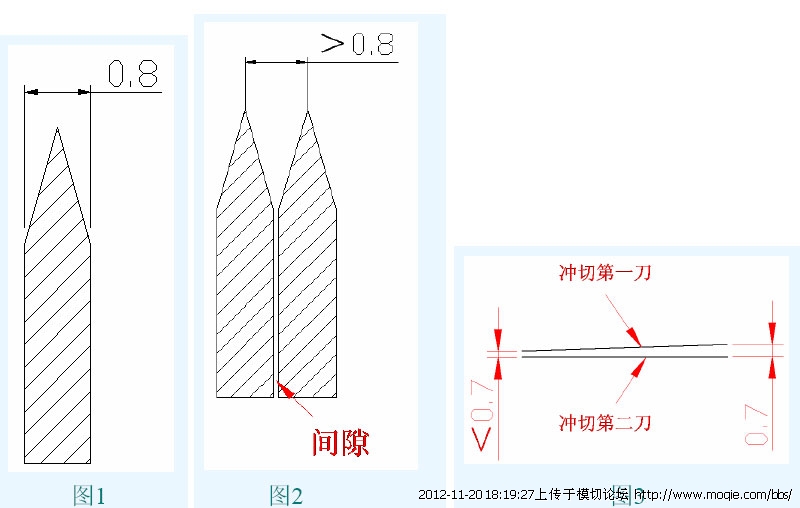 3-1、中間廢料是否保留要看輔料的整體強度是否夠強,如右圖中的LCD框,兩側太細拿起來后強度不夠所以也不容易組裝,而上方的出音孔相對較小,不保留對整體的強度不會有影響,如果保留,將會在我司組裝時多增加一道工序。 通常廢料保留的地方都為通孔。 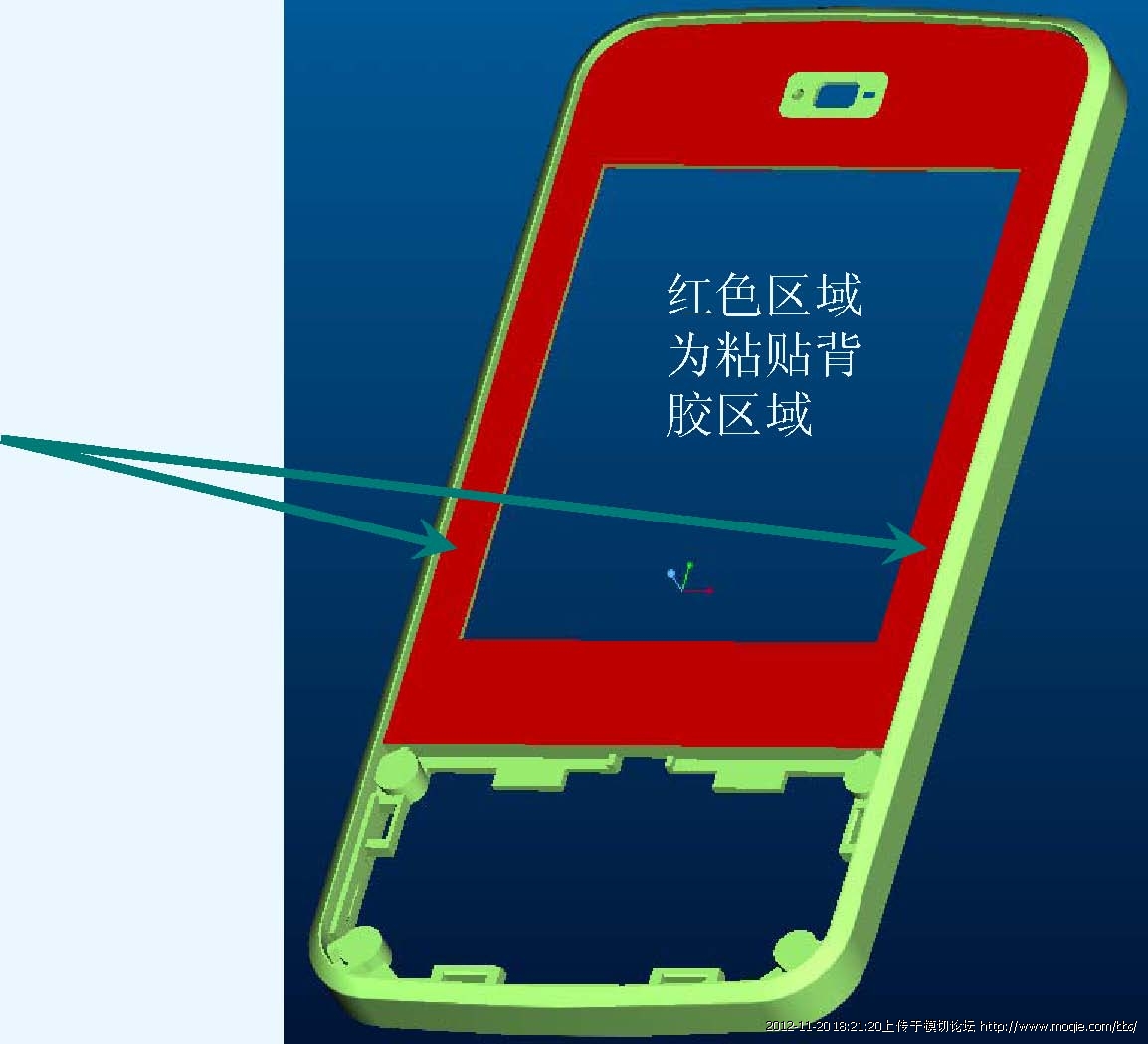 4-1、能夠做成一張的不要分開做 如下圖中兩個紅色面,分別裝配兩個零件然后熱熔裝飾件,如按右圖制作成一整塊,就可將貼背膠的工序節省成一道。 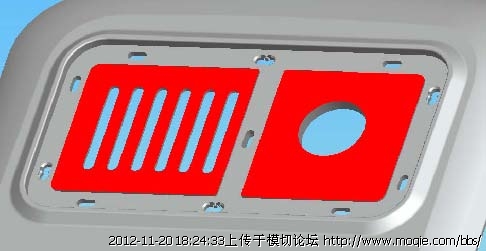 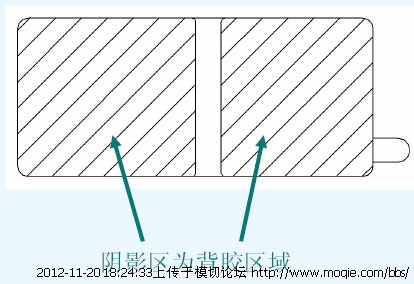 4-2、出現太細的攝頭裝飾件背膠中間可不用制作,但必須要將其余兩頭的制作成一塊。 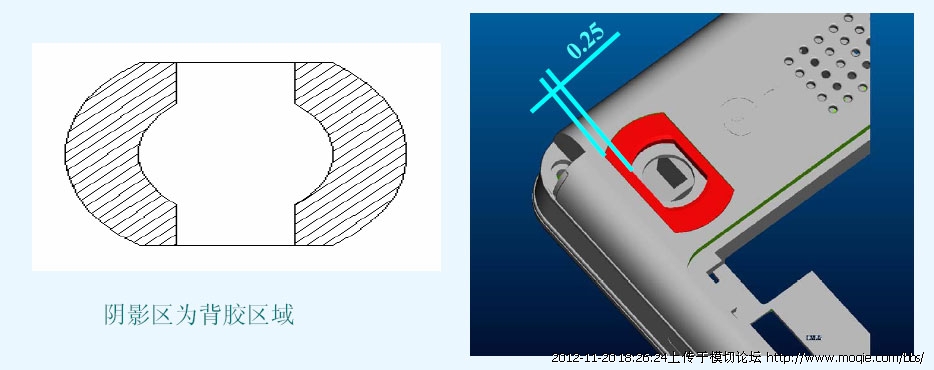 4-3,如右圖中的兩個紅色面相距太遠,如果要做成一張,將會增加更多的制作成本,此類結構建意做成兩張背膠 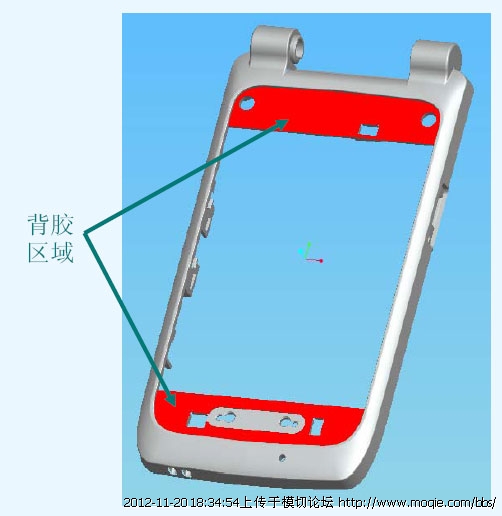 5-1、如下圖有兩個攝像頭裝飾件,只有我司組裝一個,但背膠只能做一塊,所以制作兩個手撕位,再加切一刀。  6-1、手撕位的長、寬因輔料的大小而定。長、寬最窄不能少于2mm,太窄會出現撕下時斷裂等現象。如右邊示意圖,通常位置選擇在整套機殼組裝后最容易用手拿到并撕下來的地方、而LCD鏡片背膠、攝像頭鏡片背膠最好制在框內。 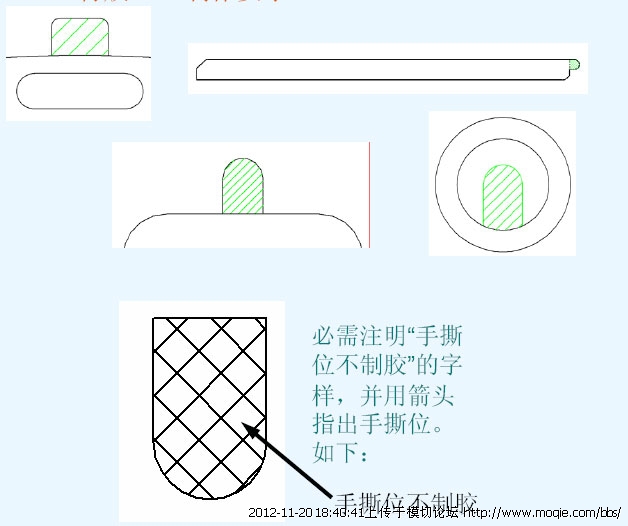 7-1、刀模線一般用于中間廢料較大的LCD框。 因為組裝后的LCD輔料不容易斯下,再次加切一刀后,可加快LCD撕下速度,而提高組裝的效率。 刀模線需制在手撕位相接處,并如下注明: 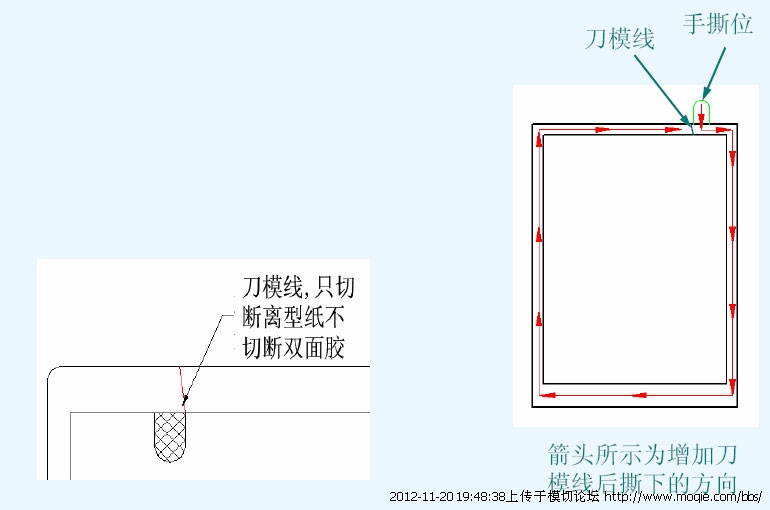 8-1、所有的LCD背膠都需制作成如右圖所示,背面多加一刀模線,方便在組裝時更容易拿起離型紙粘貼。 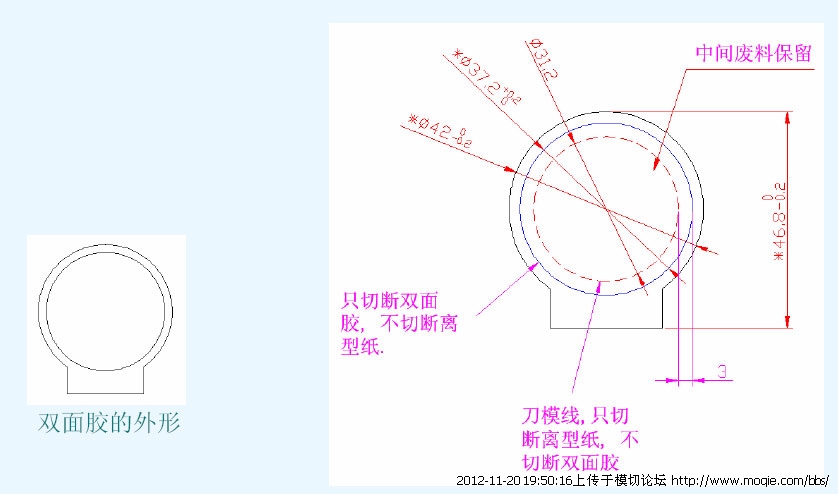 9-1、凡所有直角(棱角)處做出來后都會有0.2左右的R角 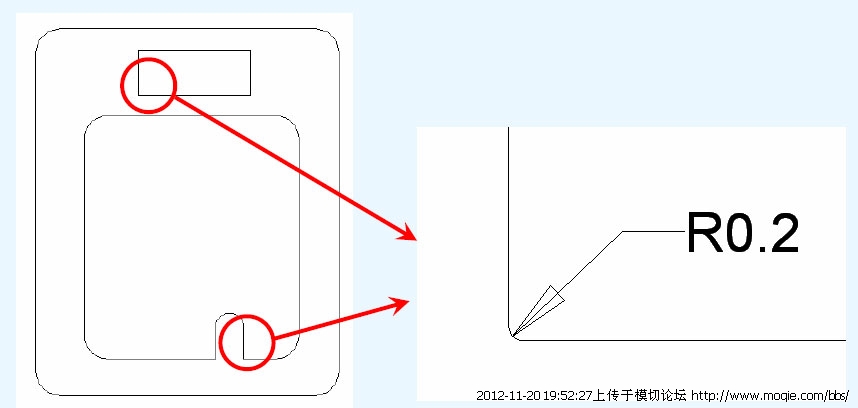 背膠——小節1 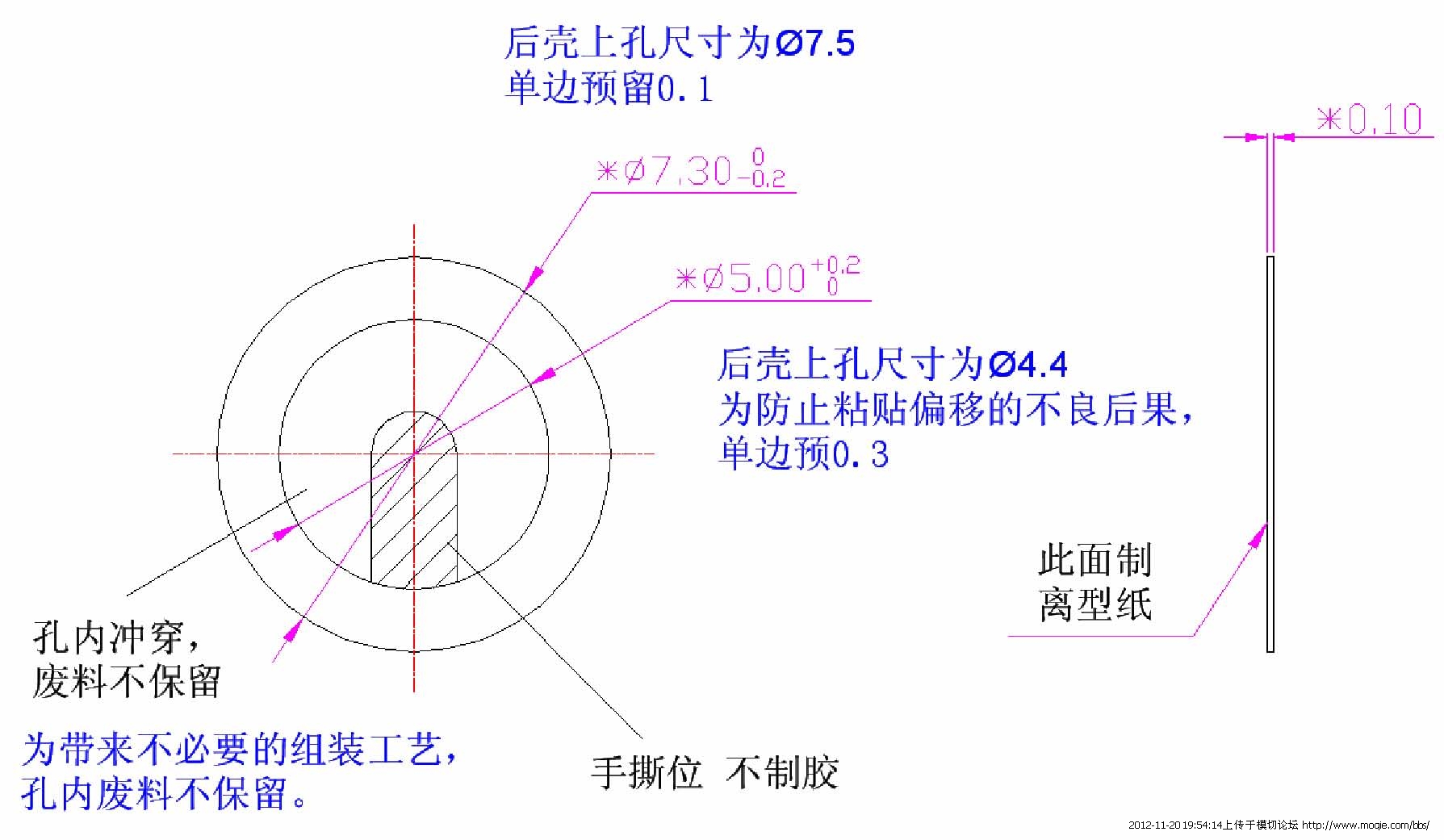 背膠——小節2 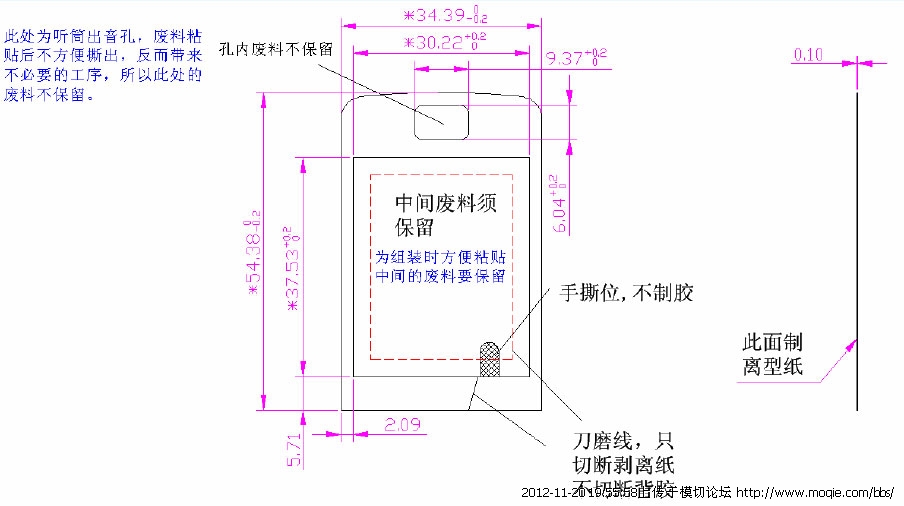 背膠——常見設計錯誤 10-1、常見背膠設計錯誤 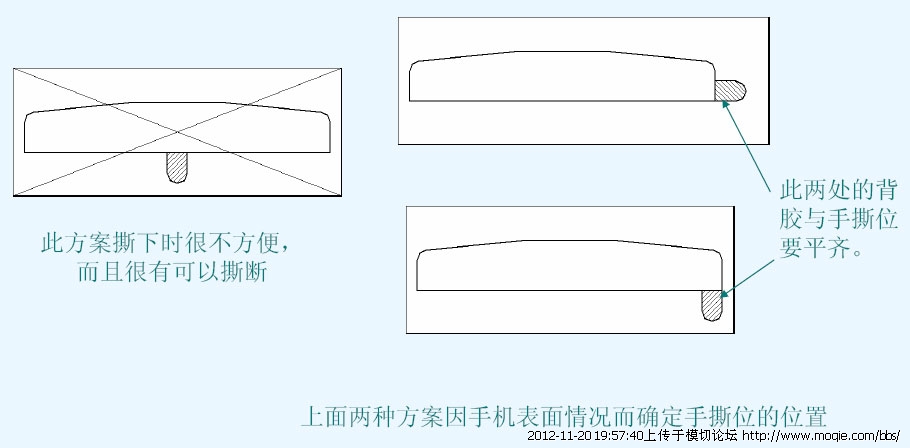 10-2、外輪廓的圓弧轉角處不能按照原角度做偏距,弧度要比原角度做大0.1~0.25mm. 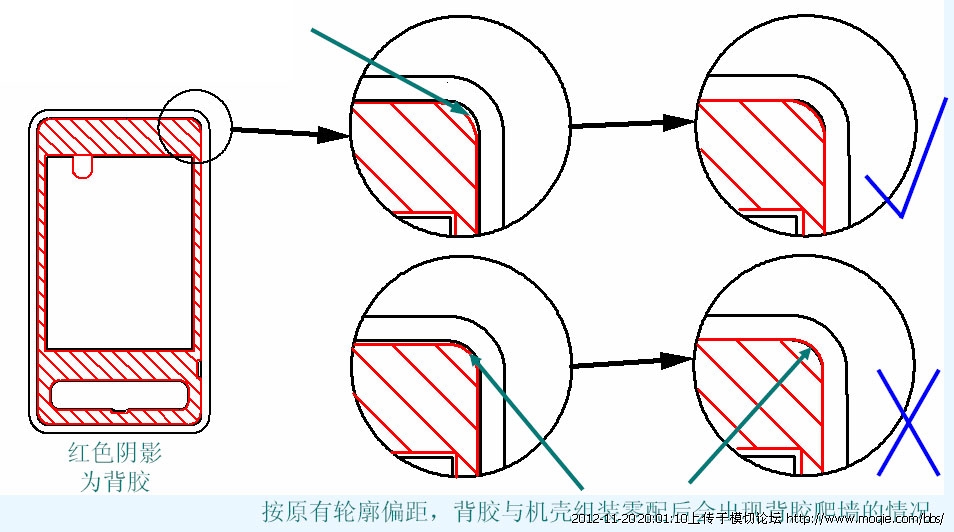 10-3、外形不能安全按塑膠殼的外形,盡可能的簡單。 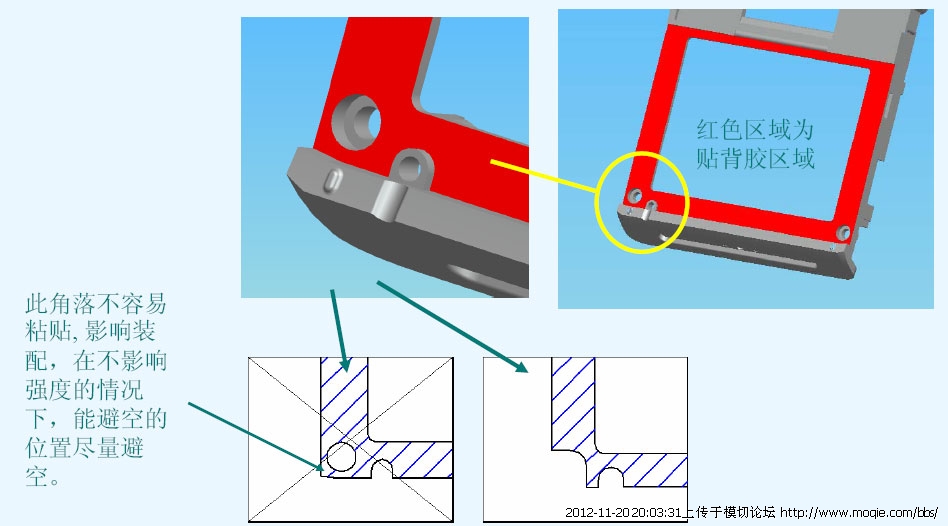 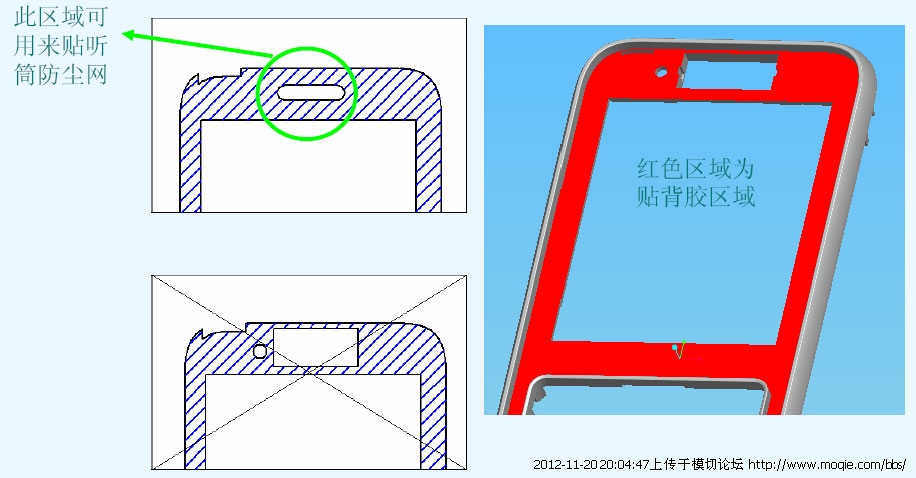 10-4、制作輔料時應注意粘背膠面的特征,如右圖三個孔就要熱熔翻蓋緩沖墊。 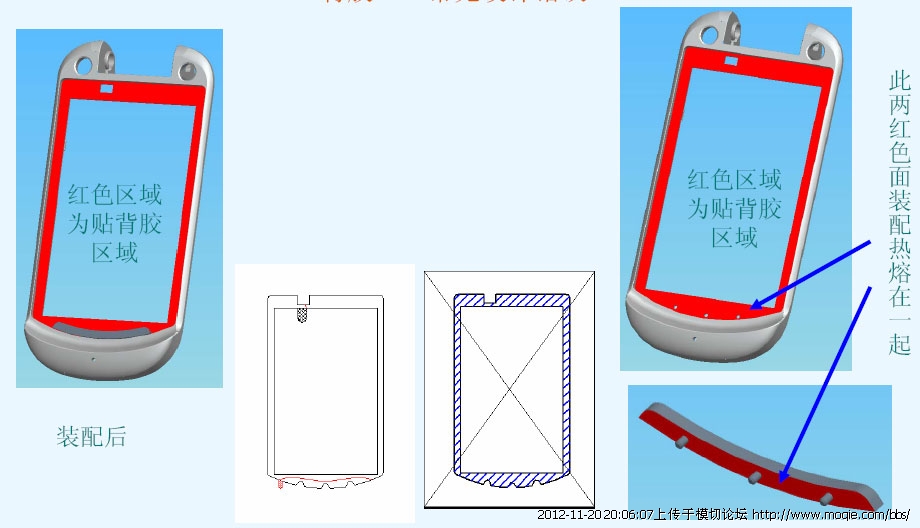 背膠——工程圖紙中需注明的技術要求 技術要求說明(包括但不僅限): 1 材質及詳細規格、品牌; 2 背膠邊緣必須沖切整齊、無毛刺; 3 圖中必須要有重點管控尺寸,且要在前面加上“*”; 4 廢料是否保留,必須做出明確標識; 5 如有刀模線,要標識出“只切斷離型紙,不切斷雙面膠”; 6 手撕位的制作位置與不制膠要明確標識; 7 撕手離型紙和包裝離型紙都需沖切 8 來貨時需要與相對應的裝配件進行實配檢驗. 9 如果是客供,要注明“此為客供料”。 泡棉——功能及種類 作用: 給電子元件與機殼相接觸的地方減震、減壓。防止壓壞電子元件。 常用的范圍: LCD泡棉 攝像頭泡棉 翻蓋小屏泡棉 鋼片支架泡棉 喇叭泡棉 喇叭后音腔密封泡棉 馬達泡棉 連接器壓緊泡棉 翻蓋側FPC連接口泡棉 泡棉——材料的選用  泡棉——特殊材料的選用 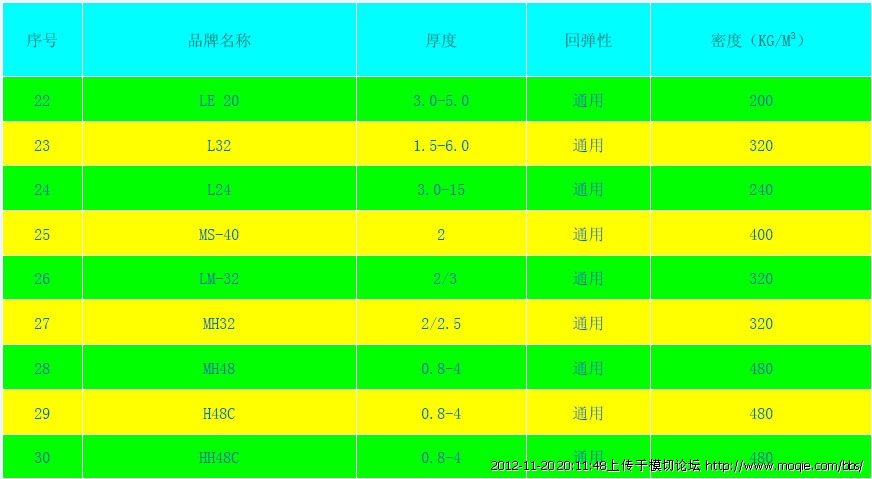 1-1、由于泡棉較厚、較軟,為防止粘貼后擠壓變形所造成的泡棉外露,面積較大的LCD泡棉單邊預留0.2mm,框內間隙要留0.5mm以上,面積較小的攝像頭泡棉、喇叭泡棉泡、馬達泡棉單邊預留0.1mm,中間預留0.2mm以上。 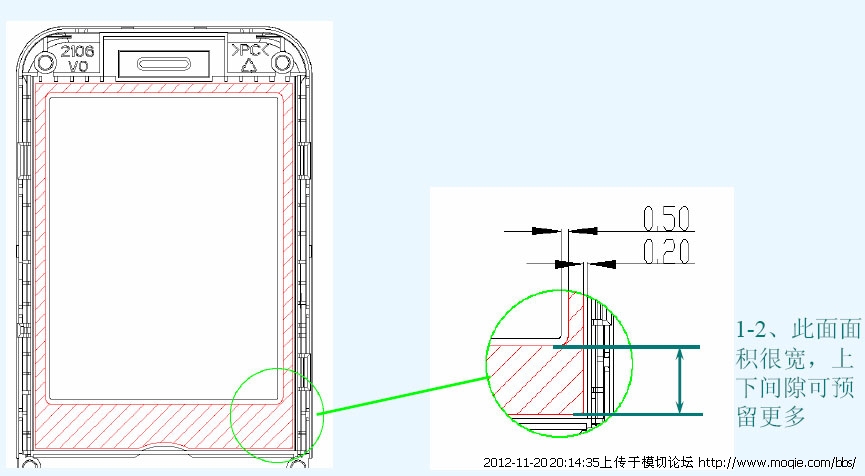 更多制作要求請參考背膠的制作,如有與背膠有矛盾之處,應以泡棉制作要求為準 泡棉——小節1 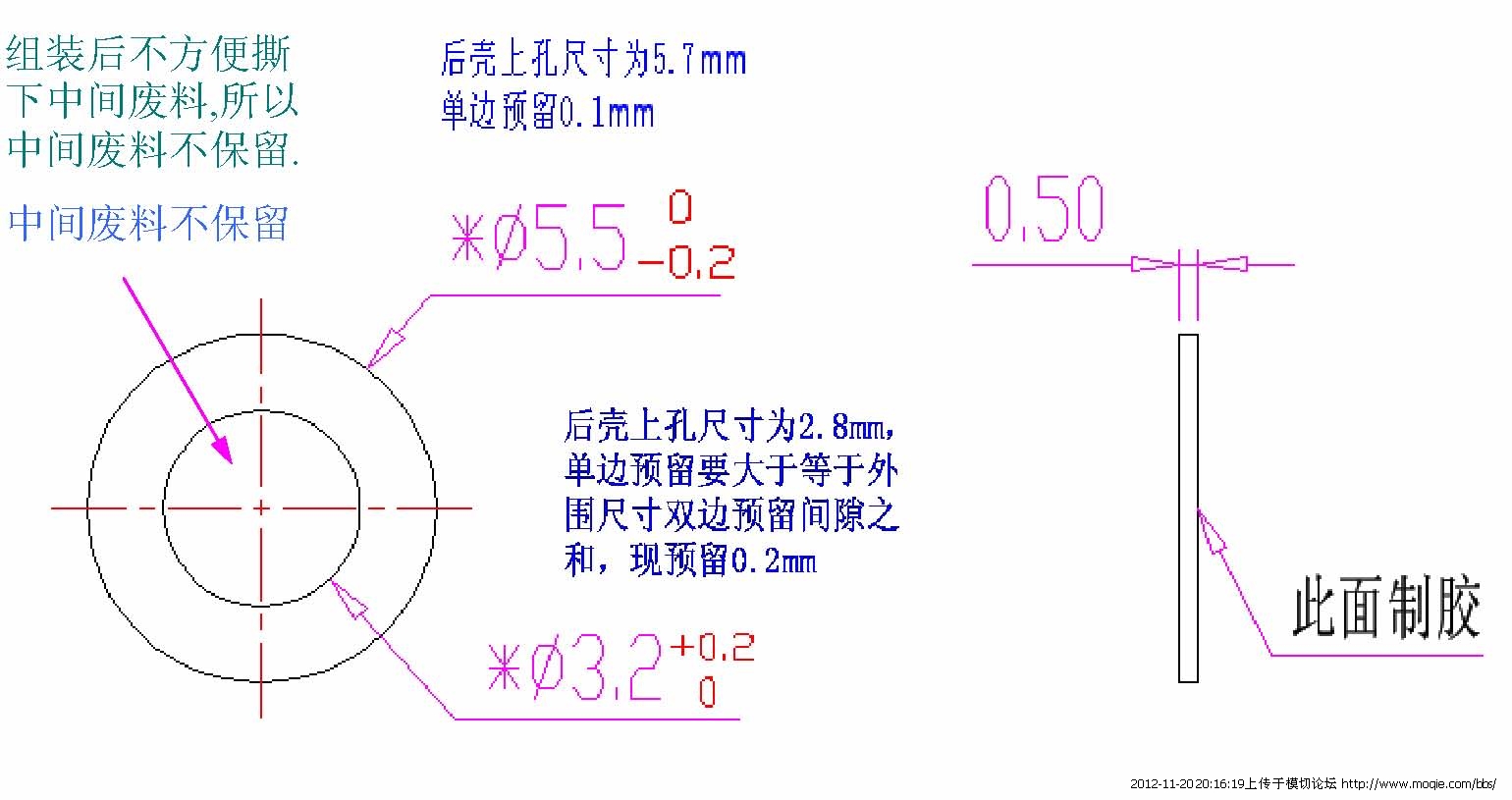 泡棉——小節2 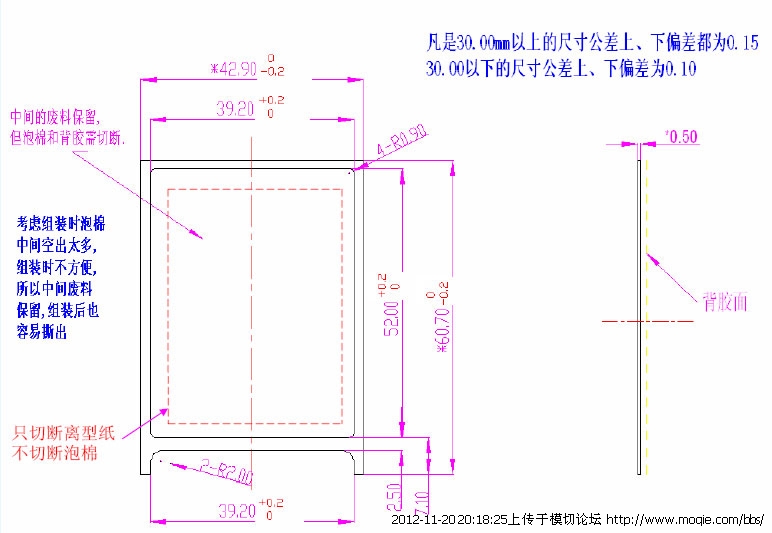 泡棉——工程圖紙中需注明的技術要求 技術要求說明(包括但不僅限): 1 材質及詳細規格、品牌; 2 泡棉邊緣必須沖切整齊,無毛刺; 3 圖中必須要有重點管控尺寸,且要在前面加上“*”; 4 圖中厚度尺寸為壓縮前尺寸; 5 廢料是否保留,必須做出明確標識; 6 來貨時需要與相對應的裝配件進行實配檢驗. 7 如果是客供,要注明“此為客供料”。 導電布(導電泡棉)——功能及材料的選用 功能: 使五金裝飾件與主板相接通,防止靜電燒壞主板 導電布與導電泡棉的作用相同,但導電泡棉是五金裝飾件與主機直接連接下來的,如果遇到結構限制而不能使用導電泡棉時,應使用導電布。 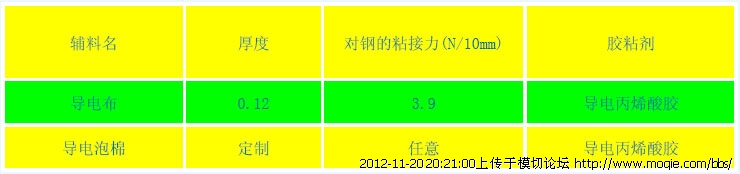 導電布——制作要求 1-1、導電布所制背膠為導電背膠,長度因結構限制定制,寬度配合位間隙單邊預留0.1mm 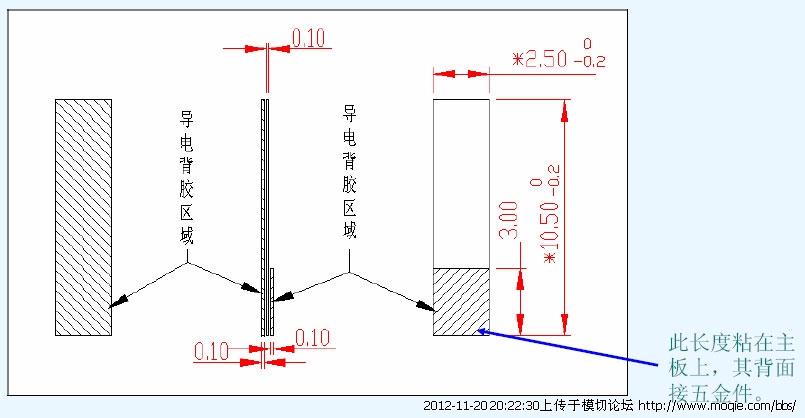 2-1、長度不宜太長(不要過盈1mm),因為太長了導電泡棉組裝后就會擠壓到與主板其它地方相接通 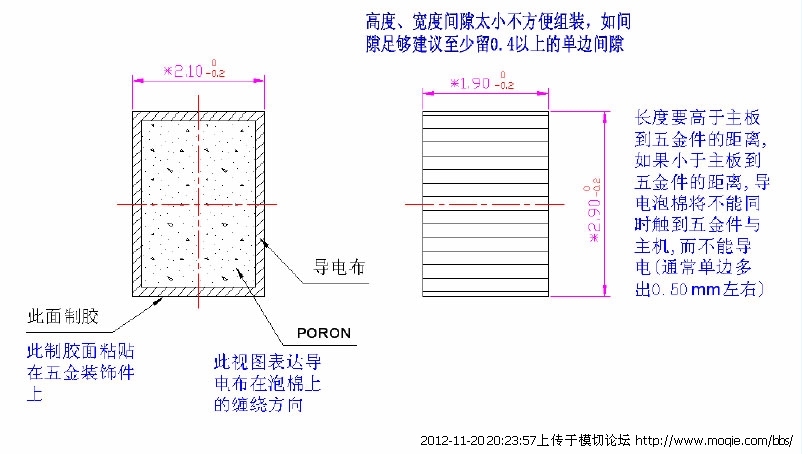 導電布(導電泡棉)——工程圖紙中需注明的技術要求 技術要求說明(包括但不僅限): 1. 模切件邊緣整齊,不得有明顯的纖維和細屑殘留,裝配時不得有拉絲現象; 2. 導電泡棉的單面制膠范圍不能大于制膠面,為防止膠將整個面與五金件絕緣; 3. 圖中必須要有重點管控尺寸,且要在前面加上“*”; 4. 導電泡棉的尺寸是擠壓前的尺寸; 5. 如果是客供,要注明“此為客供料”。 防塵網——材料的選用 尼龍網——最常用,粘在殼內,不容易看見,效果防塵,用于制作聽筒防塵網與喇叭防塵網,手機上的尼龍防塵網用200目即可。 “目”的定義——在一平方英寸面積內篩孔的個數(目數)。例如100目的篩子表示每平方英寸篩網上有100個篩孔。 由于在定義中未涉及網絲的尺寸,因此目數并不能在嚴格的意義上度量篩孔的大小,從而也就造成了裝換成毫米或微米時的不確定,在不同的國家(標準)里,轉換后的尺寸是有少量的差別的。 不織布——粘在殼內,不容易看見,看起來表面有軟軟的毛纖維,效果防塵,因為比較軟,所以不容易組裝,組裝后拆下后就報廢了。不常用。 不織布是指不經過平織或針織的傳統編織方式制成的布。制程結合塑膠、化工、造紙及紡織之技術原理,由氣流法制成,雖然不是真正的布,但是具有布的特性,如紡粘性、覆蓋性、擦。拭性及過濾性布所具有的物理性質。 鎳片——外觀面上可以看見,效果防塵+裝飾。可用膠水粘貼定位。(厚度為0.1mm~0.15mm) 不銹鋼——同鎳片網相同,不銹鋼防塵網適用于彎曲或拉伸后(厚度不限) 其表面不能用于噴涂,也不能制膠定位。 防塵網——制作要求(尼龍網/不織布) 1-1、長寬單邊預留0.1mm,里面預留0.25mm以上的制膠區域,但要保證制膠橫截面的寬度在1mm以上。 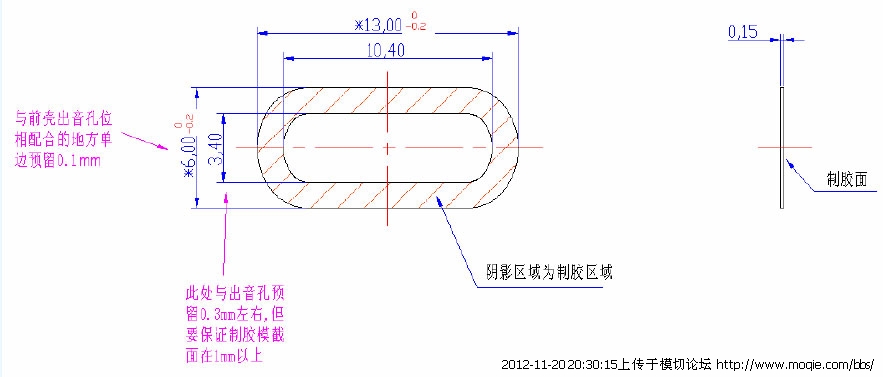 防塵網——泡棉+尼龍網 2-1、長寬單邊預留0.1mm,里面預留0.25mm以上甚至更多,但要保證泡棉與制膠區域的橫截面寬度在1mm以上。 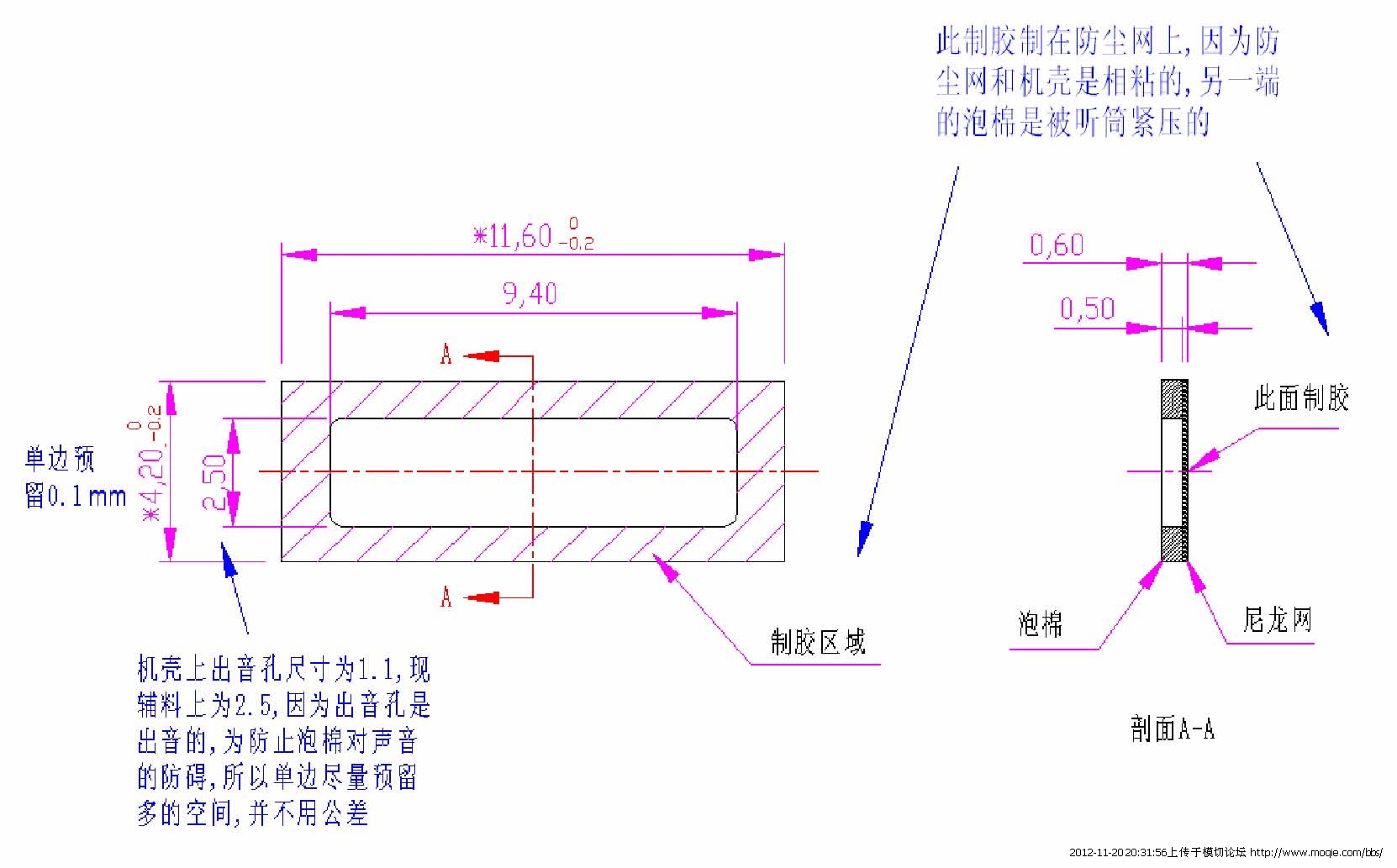 防塵網——制作要求(鎳片/不銹鋼) 3-1、長寬單邊預留0.1mm,里面孔的直徑通常為0.4mm,最低不能小于0.25,且各個孔之間的材料寬度至少為0.30。 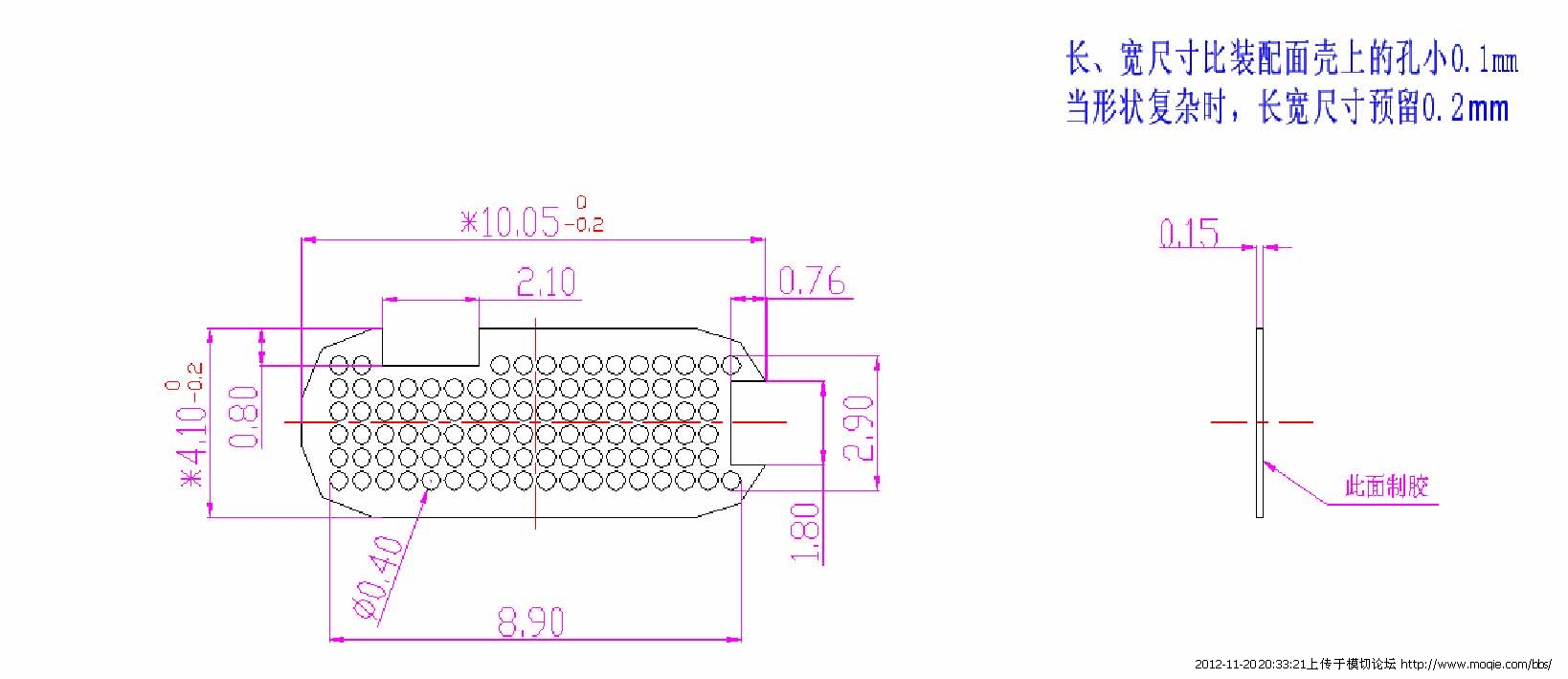 防塵網——制作要求 4-1、鎳片/不銹鋼的厚度加上雙面膠的總厚度不能超過膠件凹槽的深度。這樣可以有效的防止鎳片/不銹鋼的刮花。 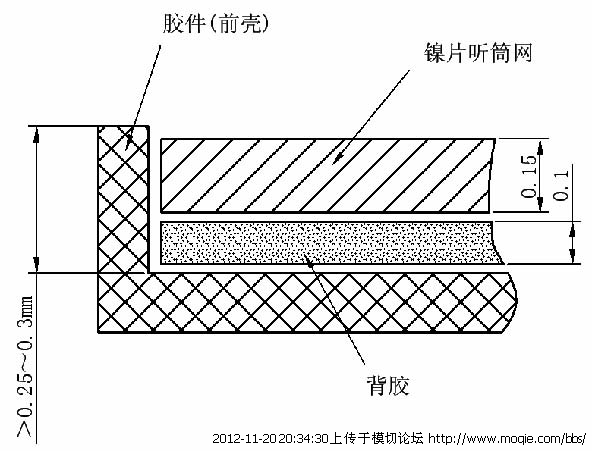 防塵網——不銹鋼定位 5-1、不銹鋼不能用刷膠水來定位,因為膠水干了后對不銹鋼的粘性并不強,并且有可能會將孔堵住。如不制膠定位會出現如右圖的情況。最好是制作背膠將不銹鋼定位。 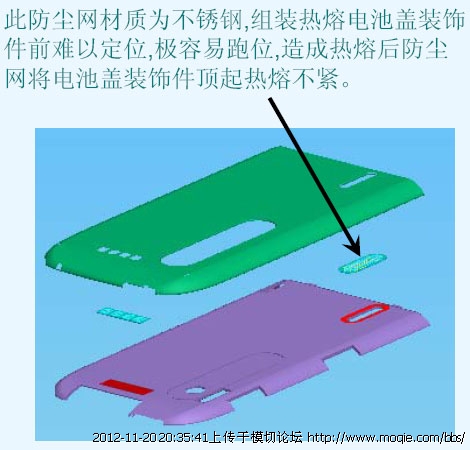 防塵網——制作要求(不用膠水粘貼) 6-1、鎳片/不銹鋼在不制膠的情況下,需考慮是否給出定位,否則會移位。如下是不制膠的鎳片網,在機殼里必須要完全定位。 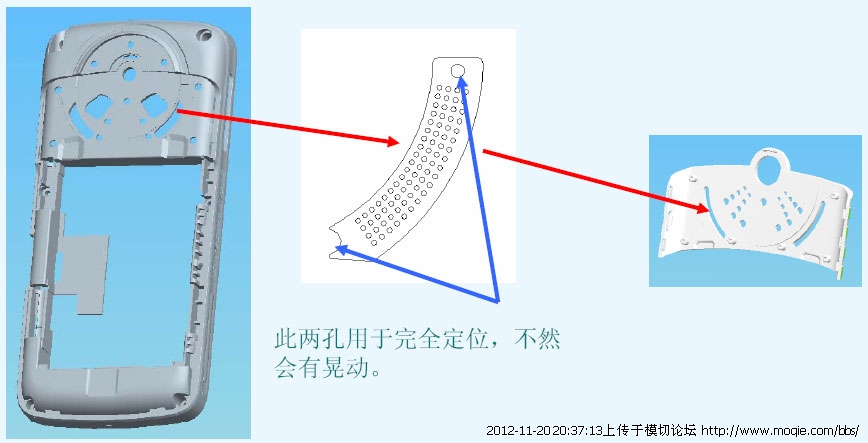 防塵網——工程圖紙中需注明的技術要求(尼龍網/不織布) 技術要求說明(包括但不僅限): 1:材質及詳細規格、品牌、目的數量; 2:模切件邊緣整齊,不得有明顯的纖維和細屑殘留; 3:圖中必須要有重點管控尺寸,且要在前面加上“*”; 4:制膠區域需明確標識; 5:如果是客供,要注明“此為客供料”。 防塵網——工程圖紙中需注明的技術要求(鎳片/不銹鋼) 技術要求說明(包括但不僅限): 1.材質及詳細規格、品牌; 2.產品表面不得有贓污,劃傷. 3.圖中必須要有重點管控尺寸,且要在前面加上“*”. 4.是否制膠,如制膠需明確標識; 5.如果是客供,要注明“此為客供料”。 熱熔膠——功能及種類 功能: 使五金裝飾件與殼機熔接在一起,達到最好的熔接效果。如用背膠就的話就達不到熱熔膠的效果。但不能代替背膠使用。 常用的范圍: 面(底)殼五金裝飾件熱熔膠 電池蓋五金裝飾件熱熔膠 按鍵裝飾件熱熔膠 熱熔膠——制作要求 1-1、電池蓋上此兩角為圓角,為防止熱熔后重疊,必須開口,其寬度因弧面而定 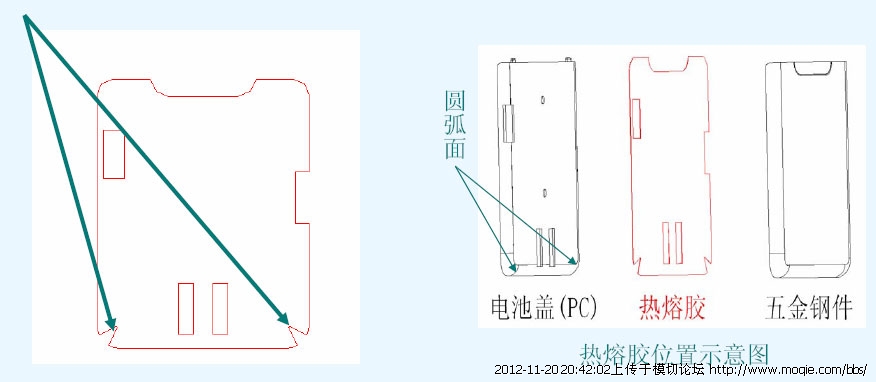 2-1、單邊避空1mm,(不能低于1mm)大面積配合的電池蓋單邊避空1.5mm,防止溢膠。 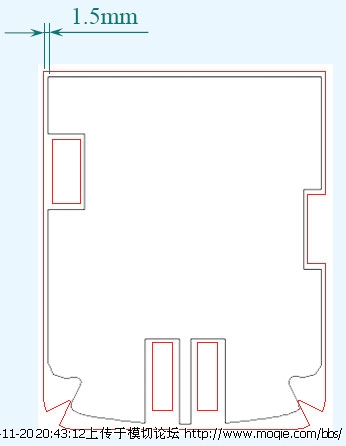 3-1、給出兩個或兩個以上的定位孔: 一是方便在組裝粘貼后容易撕開(撕手位) 二是要在組裝后的熱熔夾具上定位 兩個定位孔會影對熱熔膠的定位,有輕微的定位不當,所以兩個定位孔最好是只用在大面熱熔的電池蓋上,因為大面積的熱熔膠單邊避空了1.5mm,有輕微的偏移對熱熔不會有影響。 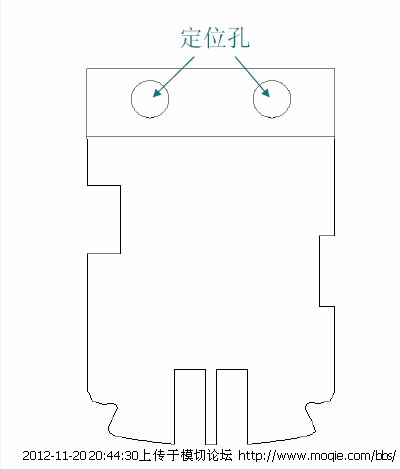 3-2、在膠件上,如果噴油夾具上的孔大于2mm就能用于熱熔定位,而取消上方的定位孔(小于2mm的孔定位效果不太好。 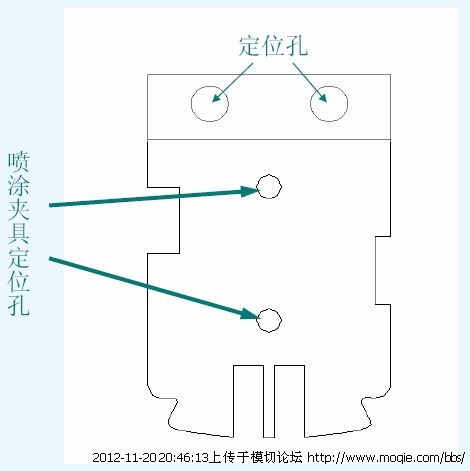 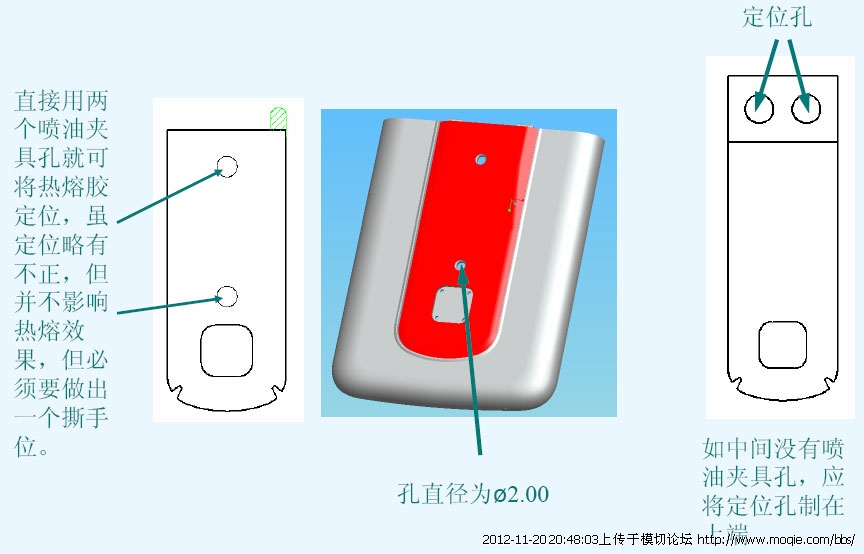 3-3、定位孔與定位孔之間的間距因輔料的大小而定,但最近不能小于3mm,而定位孔中心到熱熔膠的定位距離在沒有膠件的干涉下為8mm,定位孔直徑通常在?3~?6mm,定位孔與最邊緣不能低于2mm。 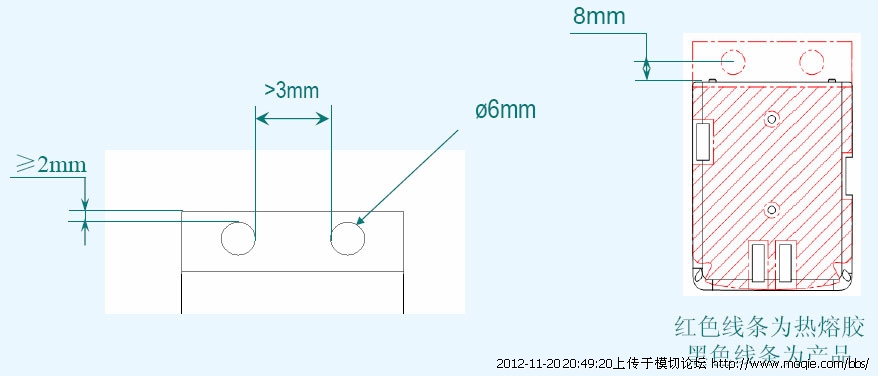 3-4、如果中間不做熱熔膠,定位孔可制在中間。以節省材料,如下圖。 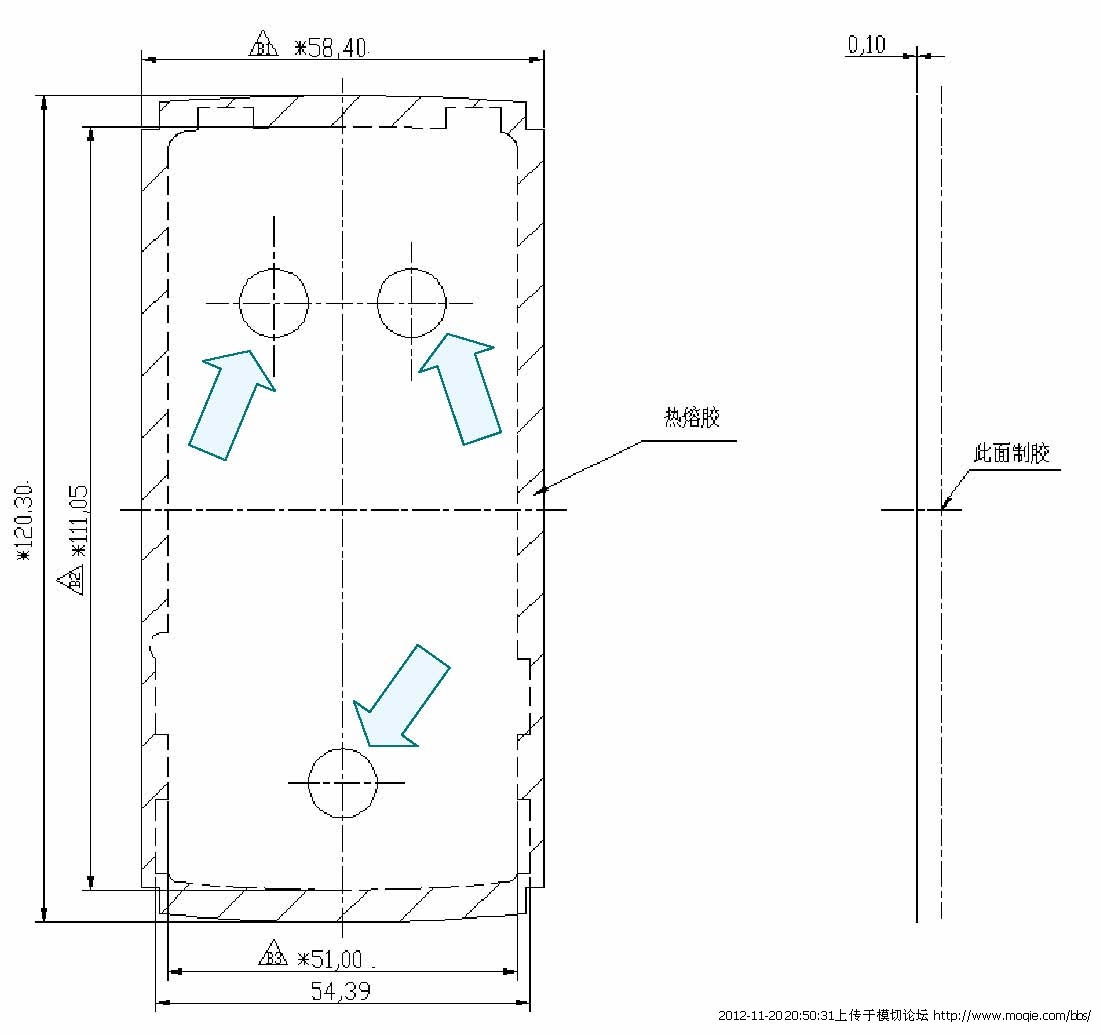 3-5、定位孔最好做成左右三角對稱的形式,不需做成不對稱的防呆方式。 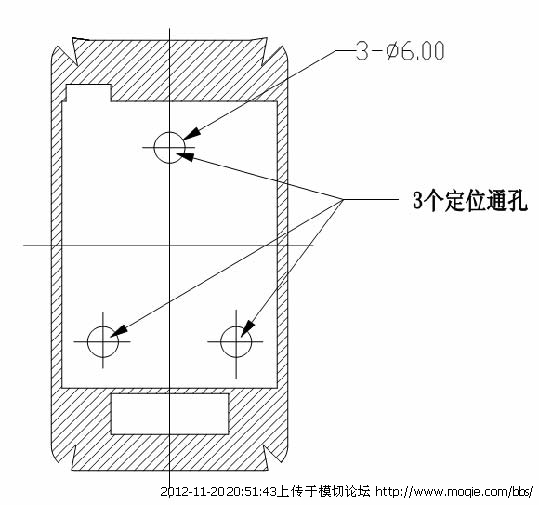 4-1、熱熔膠的寬度為2MM或以下時,所使用的離型紙需改成透明的帶粘性的離型薄膜,因為離型紙沒有粘性,不能很好的粘住寬度太薄的熱熔膠。所以改成帶粘性的離型薄膜。 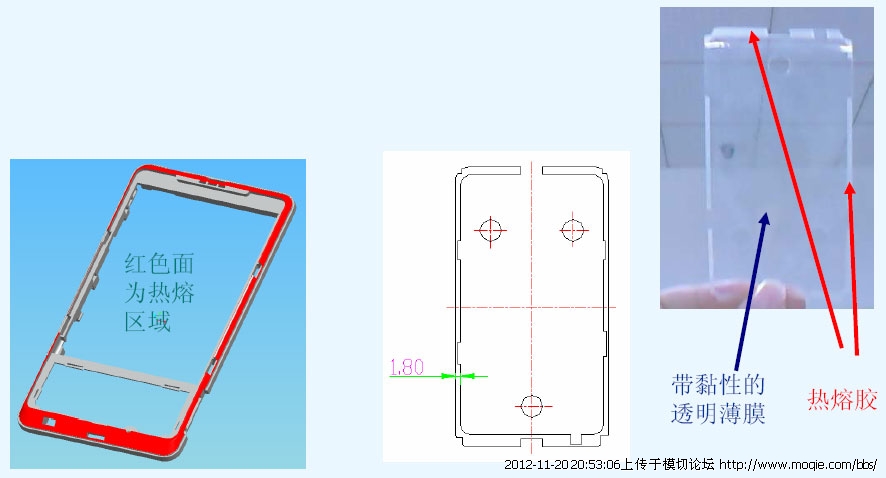 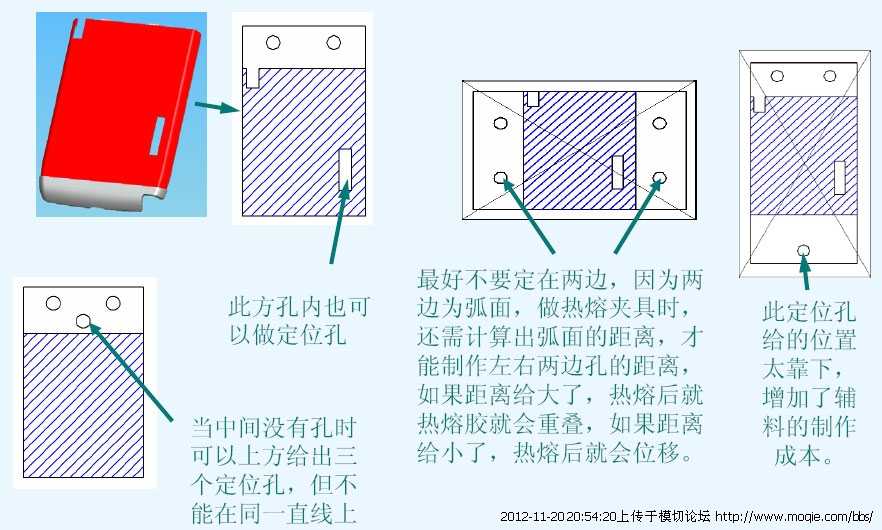 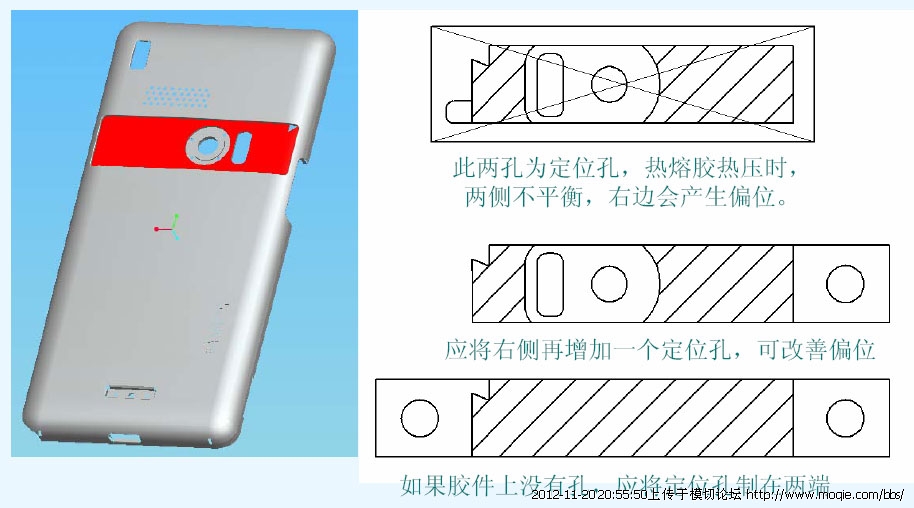 熱熔膠——小節1 此為電池蓋熱熔膠,整體面積較大,所以圖中的尺寸單邊都避空了1.5mm 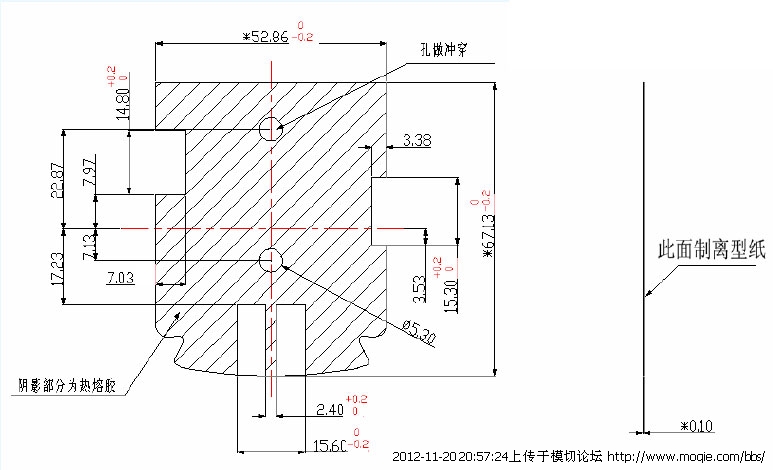 熱熔膠——小節2 此為面殼裝飾件熱熔膠,整圈都太窄,所以圖中的尺寸單邊都避空了1mm,并將離型紙改做成透明薄膜,并在技術要求上加注透明薄膜需略帶粘性。 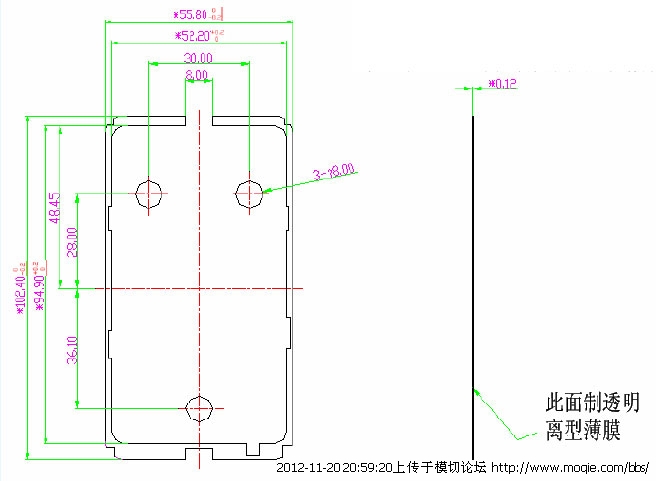 熱熔膠——工程圖紙中需注明的技術要求 技術要求說明(包括但不僅限): 1 材質及詳細規格、品牌; 2 熱熔膠邊緣必須沖切整齊,不能有毛刺; 3 線性尺寸未注公差按GB/T1804-m.7; 4 圖中必須要有重點管控尺寸,且要在前面加上“*”; 5 如果是客供,要注明“此為客供料”。 磁鐵——功能 功能: 用于滑蓋機(翻蓋機)滑動(翻轉)時打開或關閉鍵盤(顯示屏)。(用皮套蓋住顯示屏的直板機也會用到磁鐵,其做用和翻蓋機一樣。) 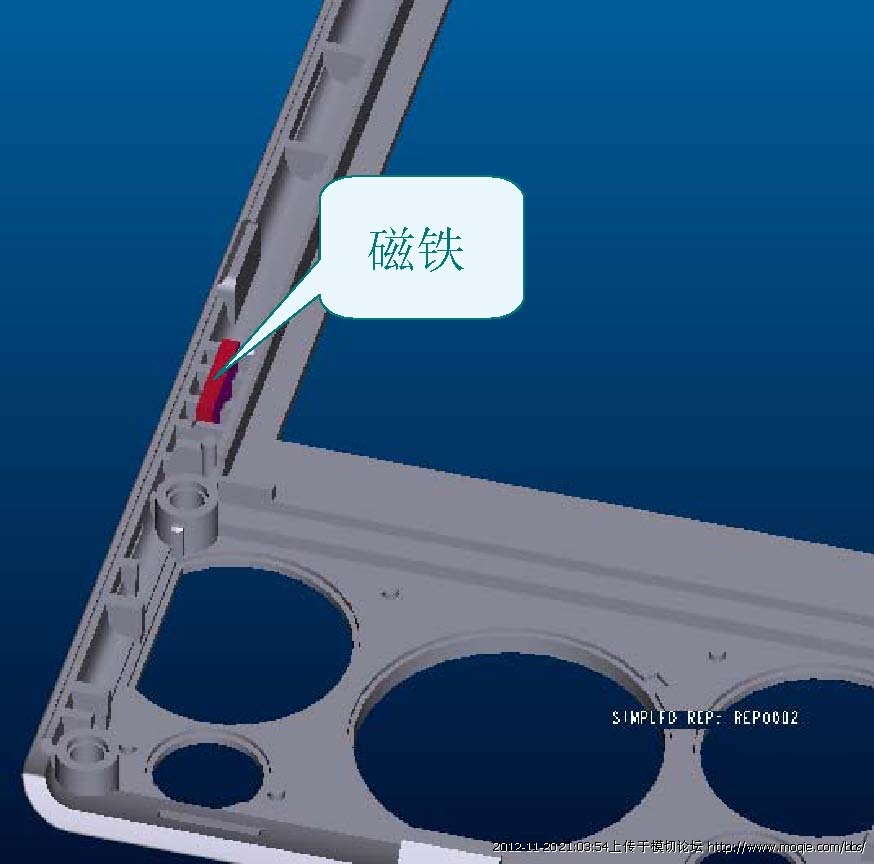 制作要求: 1-1、長(或寬)間隙為零配,其它四邊單邊預留0.1mm,然后用磁鐵背膠粘貼在N(或S)極(個別小磁鐵的磁力太小需要區分N、S極的組裝,因正裝和反裝磁通量大小不一樣)。 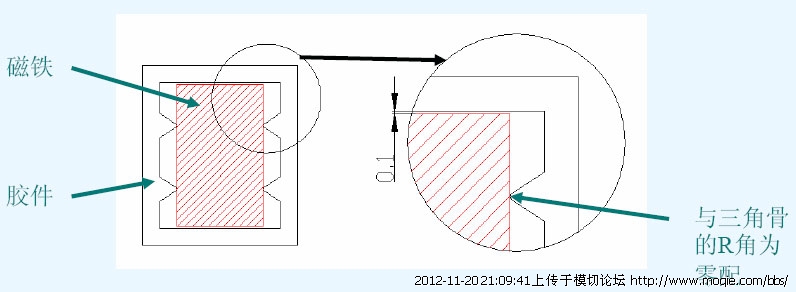 2-1、磁鐵不能做成正方形,因為做成正方形后不容易區分N、S極。(如圖1) 3-1、必須注明充極的方向并加一個箭頭指向S極。(如圖2) 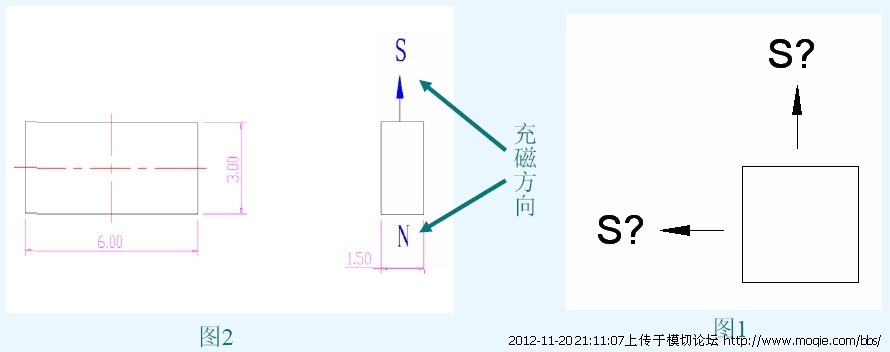 磁鐵——工程圖紙中需要注明的技術要求 技術要求說明(包括但不僅限): 1、材質及詳細規格、品牌; 2、邊緣沖切整齊,無毛刺; 3、如果客戶無特殊要求,表面磁通量選擇最小4000Guss(高斯),保磁力11500Oe(奧斯特); 4、按圖示N、S極充磁,實物中是否要區分南北極,是否為防呆設計; 5、圖中必須要有重點管控尺寸,且要在前面加上“*”; 6、如果是客供,要注明“此為客供料”。 麥拉紙——制作要求 1、長、寬尺寸單邊配合尺寸預留0.1mm,厚度為0.1mm. 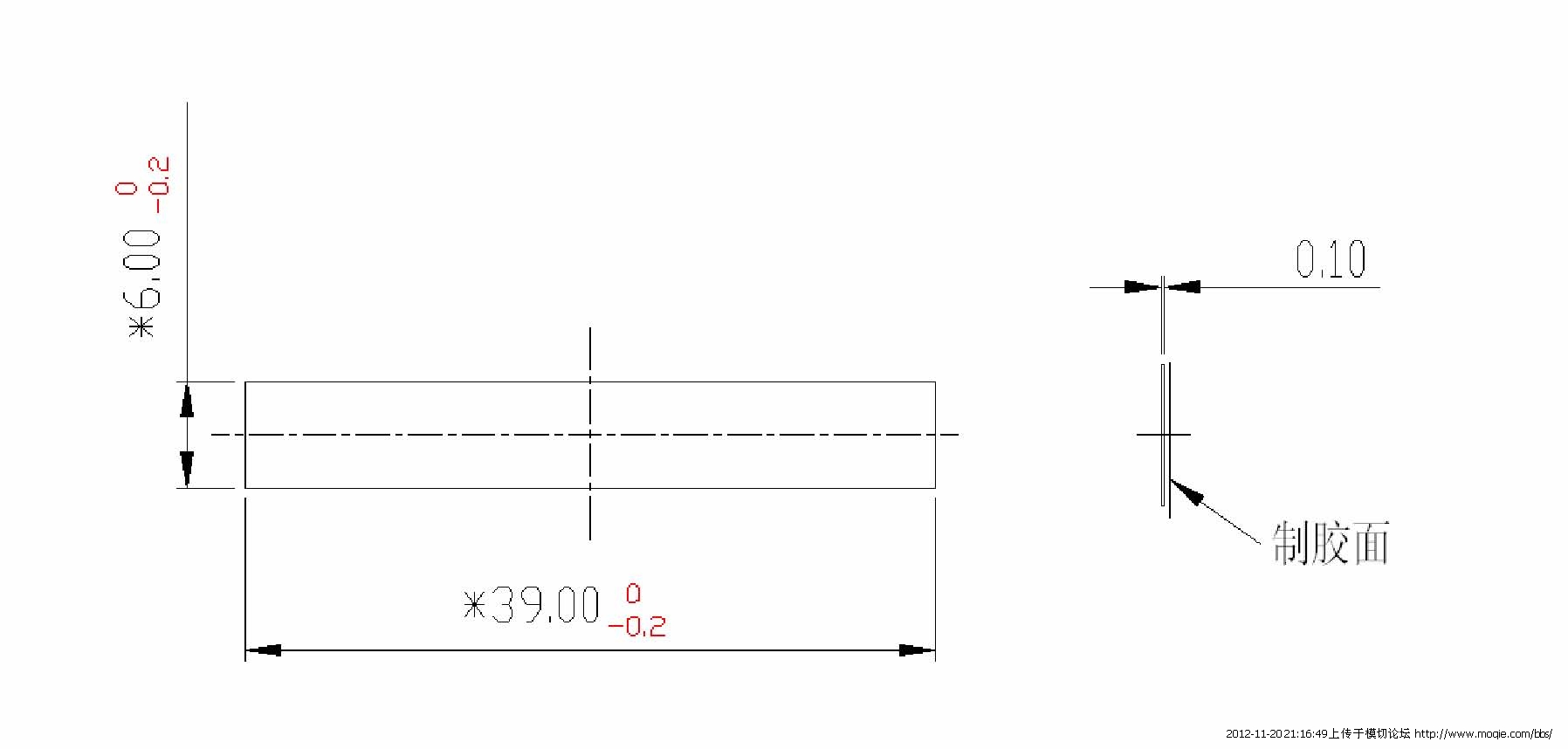 麥拉紙——功能及工程圖紙中需要注明的技術要求 功能:麥拉紙一般用于滑蓋手機當中,粘在一些易摩擦的地方,也用來固定主板與滑蓋間的導線,起到防滑和絕緣的作用。 技術要求說明(包括但不僅限): 1 材質及詳細規格、品牌; 2 熱熔膠邊緣必須沖切整齊,不能有毛刺; 3 圖中必須要有重點管控尺寸,且要在前面加上“*”。 4 如果是客供,要注明“此為客供料”。 五金件——材料的選用 實際應用中,常將耐弱腐蝕介質腐蝕的鋼稱為不銹鋼,而將耐化學介質腐蝕的鋼稱為耐酸鋼。由于兩者在化學成分上的差異,前者不一定耐化學介質腐蝕,而后者則一般均具有不銹性 SUS 301—延展性好,用于成型產品。也可通過機械加工使其迅速硬化。焊接性好。抗磨性和疲勞強度優于304不銹鋼。 301—多用于制作接地鋼片和模內注塑鋼件。 SUS 302—耐腐蝕性同304,由于含碳相對要高因而強度更好。 SUS 303—通過添加少量的硫、磷使其較304更易切削加工。 303—多用于制作彈簧 SUS 304—通用型號;即18/8不銹鋼。 304—面底殼裝飾件、鋼軸 SUS 309—較之304有更好的耐溫性。 五金件——材料的選用 1-1、不銹鋼——SUS 301,用于模內注塑鋼件與接地彈片。 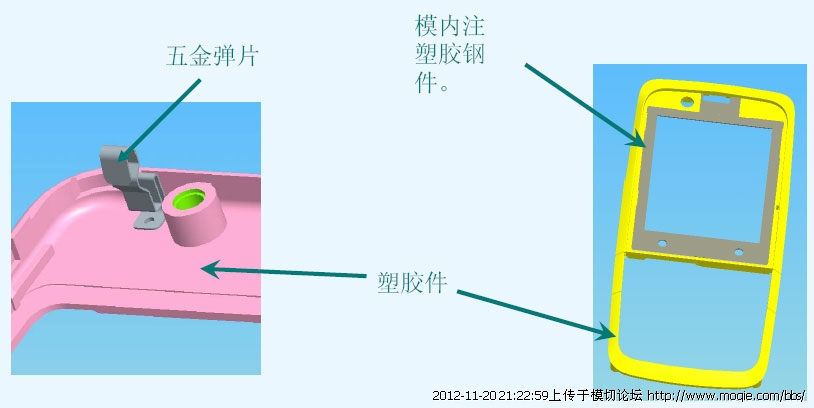 1-2、不銹鋼——SUS 303,多用于制作彈簧 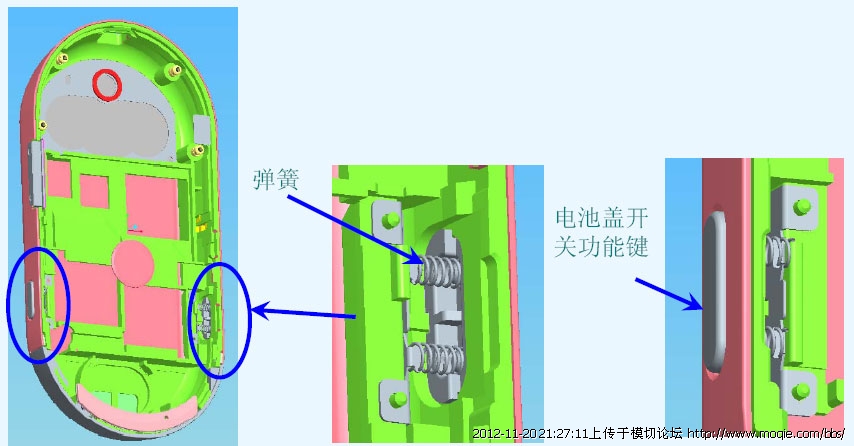 1-3、不銹鋼——SUS 304,用于表面裝飾件、鋼軸。 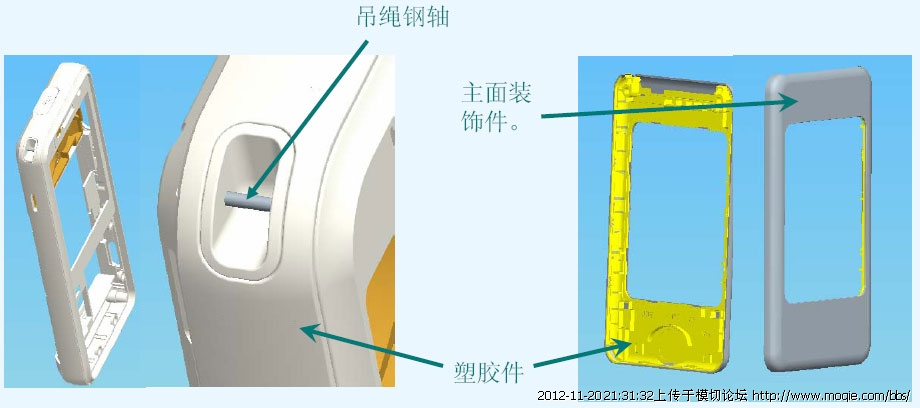 2-1、鋁片——同樣用于表面裝飾件,但比不銹鋼輕。易變形,適用于小的表面裝飾件。 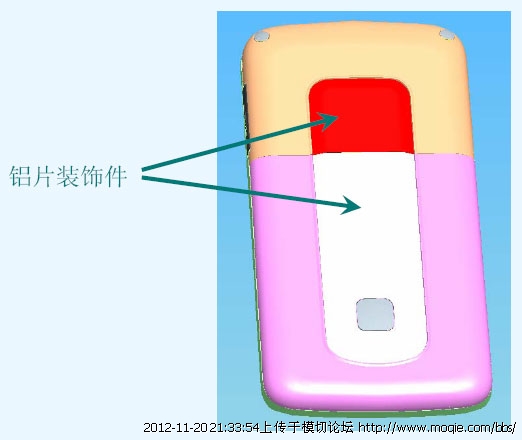 3-1、磷青銅——彈性與導電功能比較好,多用于接觸片。 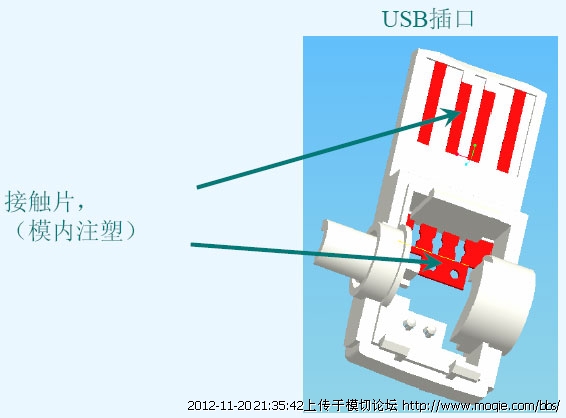 五金件——模內注塑鋼件定位設計 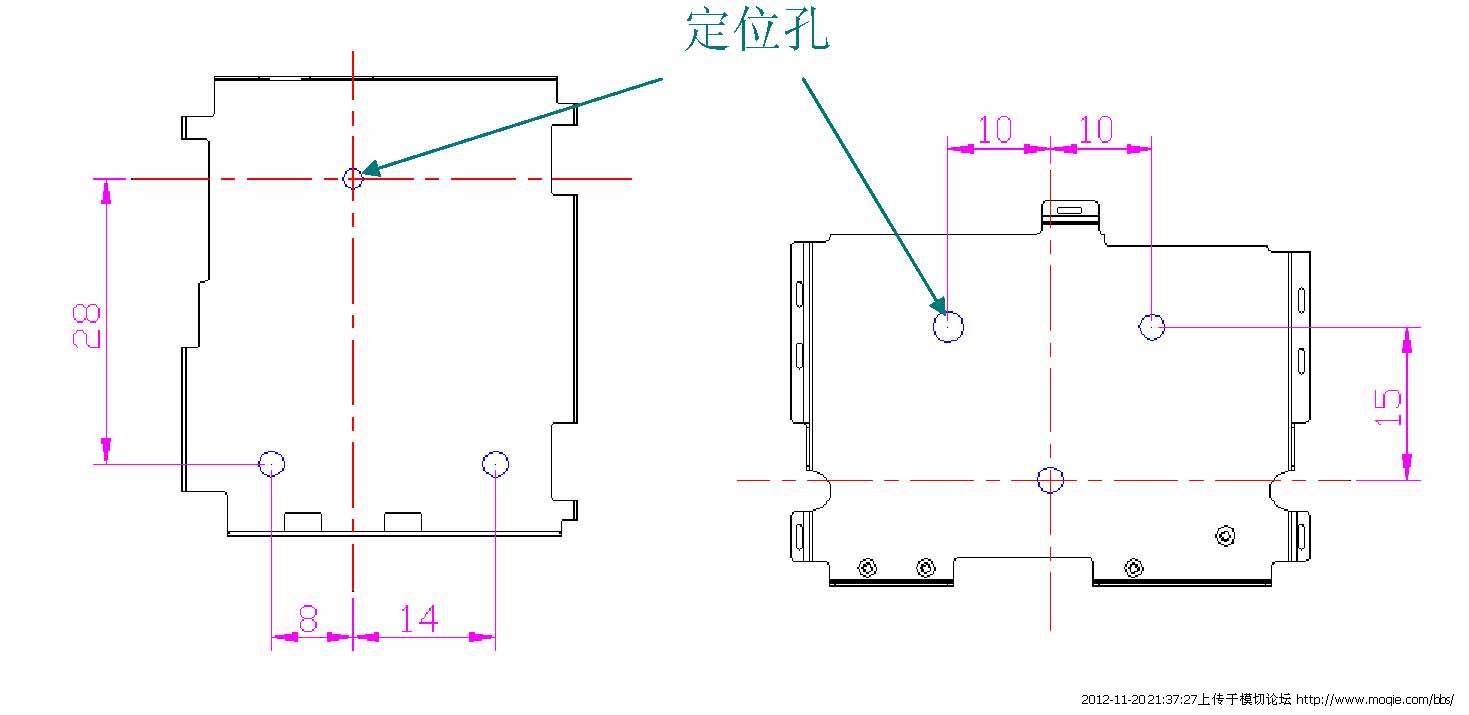 4-1、右圖的定位孔為對稱三角形,在模內注塑時,正反都會裝入模具內,如不慎裝反,將會導致模具壓報廢。所以最好設計成左圖中不對稱的三角定位。 五金件——工程圖紙上需注明的技術要求 技術要求說明(包括但不僅限) : 1、產品不得有毛刺、變形等不良,表面不能有劃傷、生銹、污跡; 2、圖中要有重點管控尺寸,且在尺寸前注明“*”其它檢測尺寸在前方加上序號; 3、線性尺寸未注公差按GB/T1804-m。 4、注明此材料的厚度、材質、硬度及表面的處理。5、如果是客供,要注明“此為客供料”。 銅螺母——自動螺母機的使用 1-1、自動螺母機的使用范圍: M1.4×Φ2.3~Φ2.5(包含Φ2.3與Φ2.5) ×H2.0~3.0(包含2.0,但不包含3.0) 1-2、不適合用自動螺母機的工藝: 真空鍍不導電、全光鋼琴黑——原因是用自動螺母機表面劃傷較多。 2-1、螺母與膠殼之間熱熔后的溢膠位要預留0.3mm以上,防止熱熔后溢出的膠將螺母堵住。 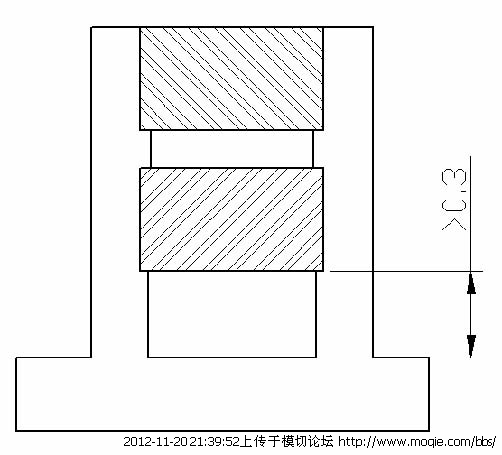 銅螺母——相關測試 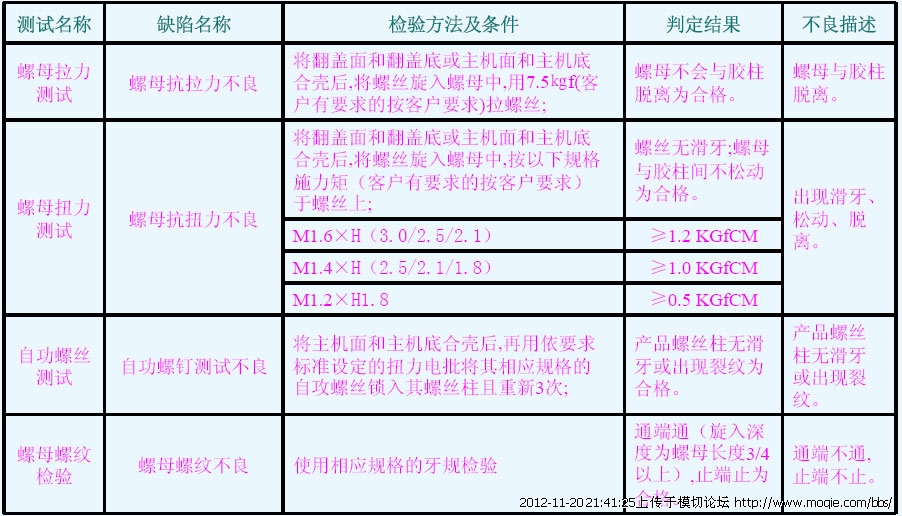 銅螺母盡量選用公司常用的 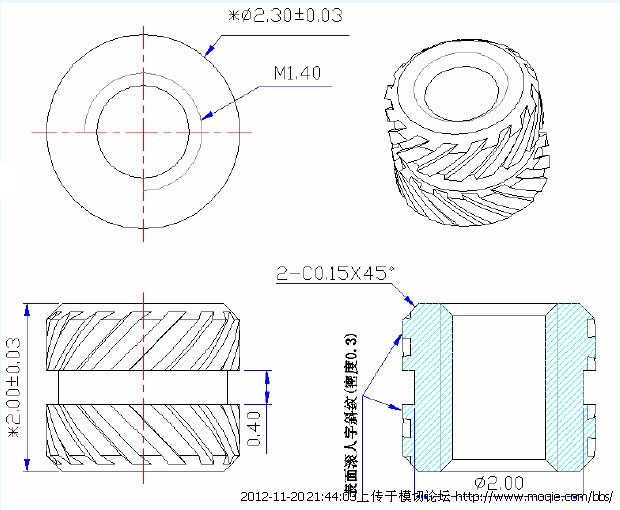 銅螺母——工程圖紙中需注明的技術要求 技術要求說明(包括但不僅限): 1 材質及詳細規格、品牌; 2 螺母上的斜紋方向需標識清楚,其它地方是否光身; 3 線性尺寸未注公差按GB/T1804-m.7; 4 圖中必須要有重點管控尺寸,且要在前面加上“*”; 5 如能用自動壓螺母機必須說明能用于自動壓螺母機; 6 如果是客供,要注明“此為客供料”。 螺絲——頭部類型 3-1、螺絲刀的使用類型 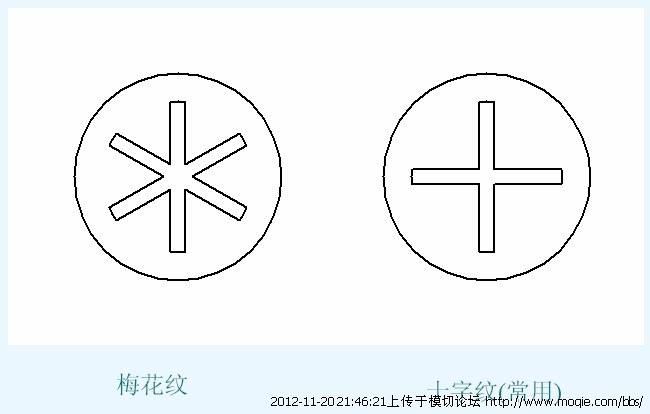 螺絲——頭部類型 1-1、C頭螺絲 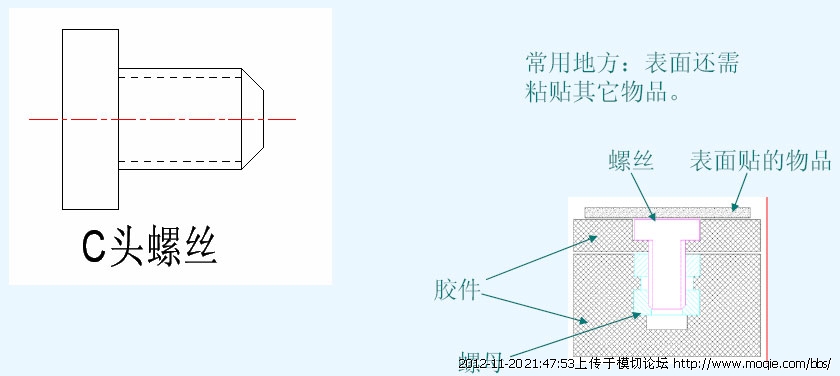 1-2、P頭螺絲 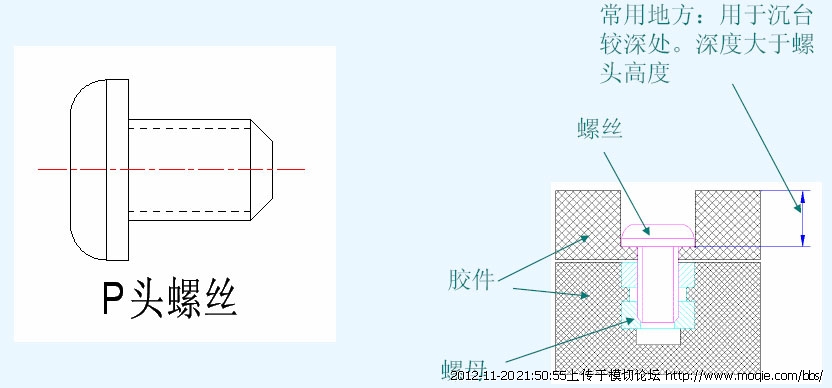 1-3、K頭螺絲 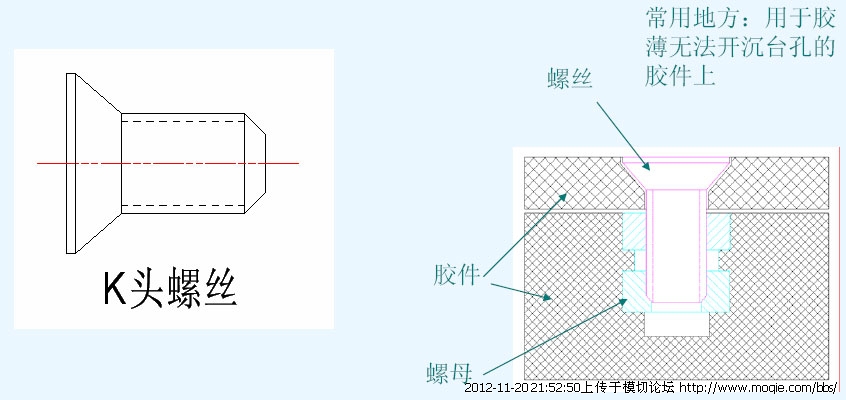 螺絲——螺牙種類 2-1、自攻螺絲B牙 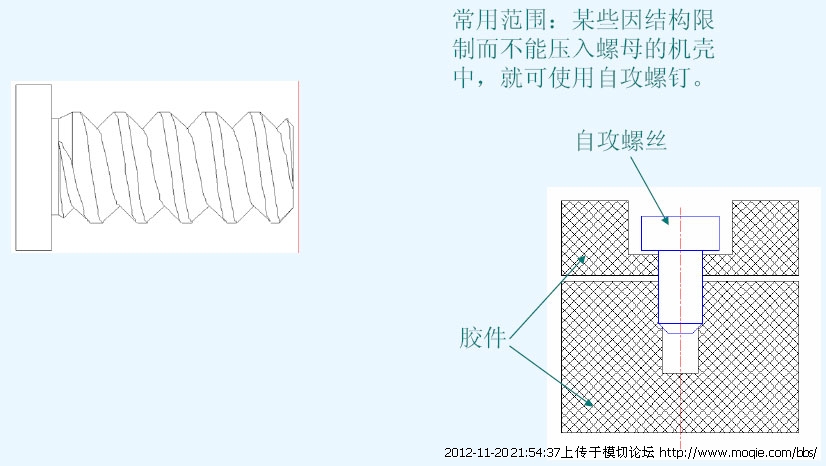 2-2、自攻螺絲A牙 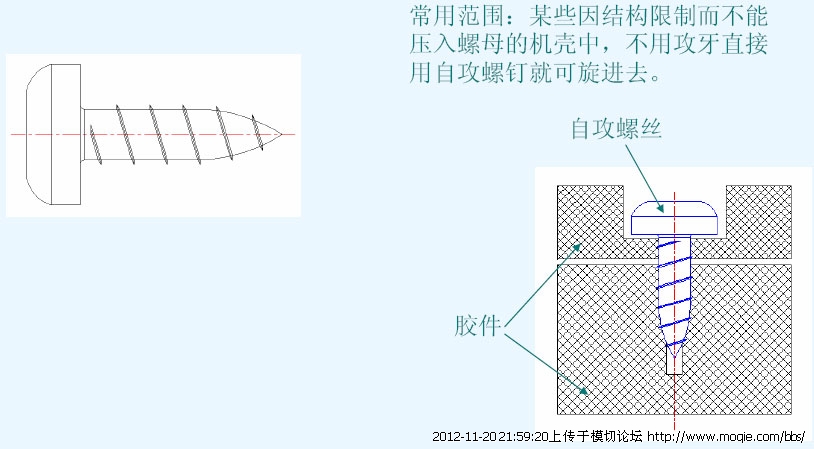 2-3、機械牙 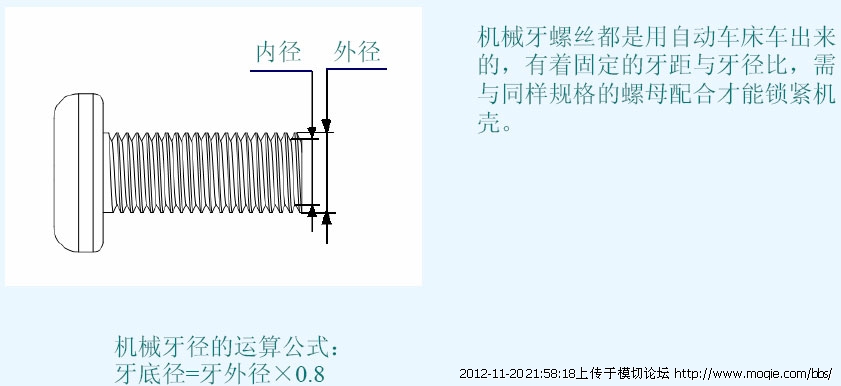 螺絲——表面處理工藝 3-1、跟據其機殼上的顏色不同,所要求的螺絲顏色也有不同,因螺絲毛坯顏色單一,所以需要對其表面進行處理,最常用的為黑色、銀白色以及青銅色。其顏色處理方法有如下: 黑色:表面鍍黑鋅 銀白色:表面鍍鎳 青銅色:表面鍍青銅 螺絲——常用螺絲 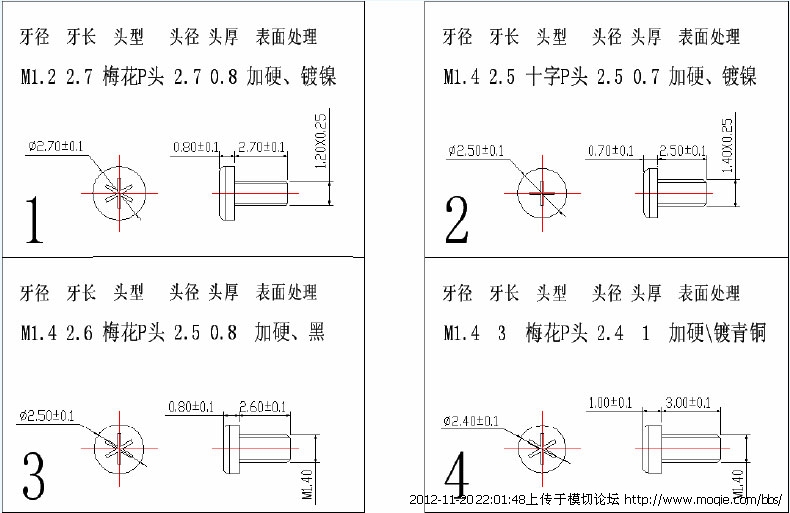 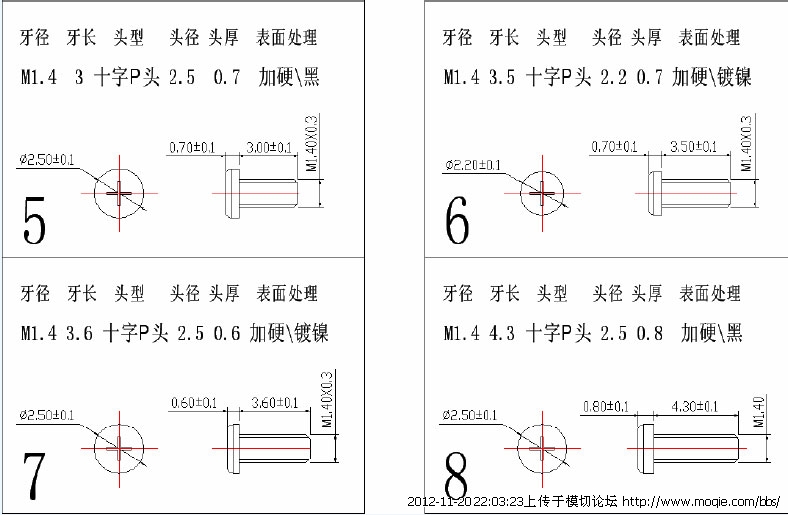 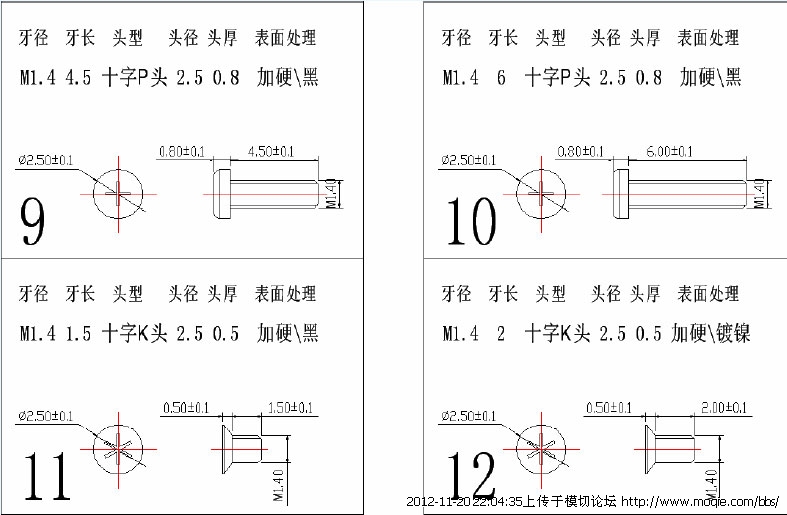 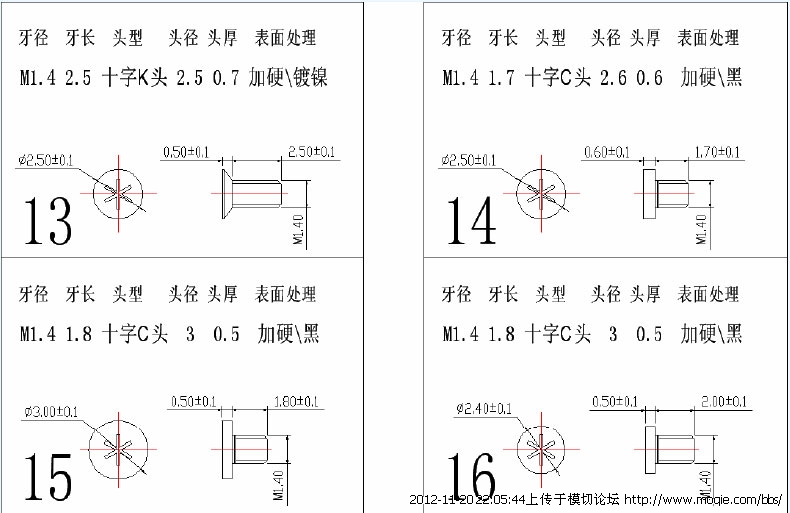 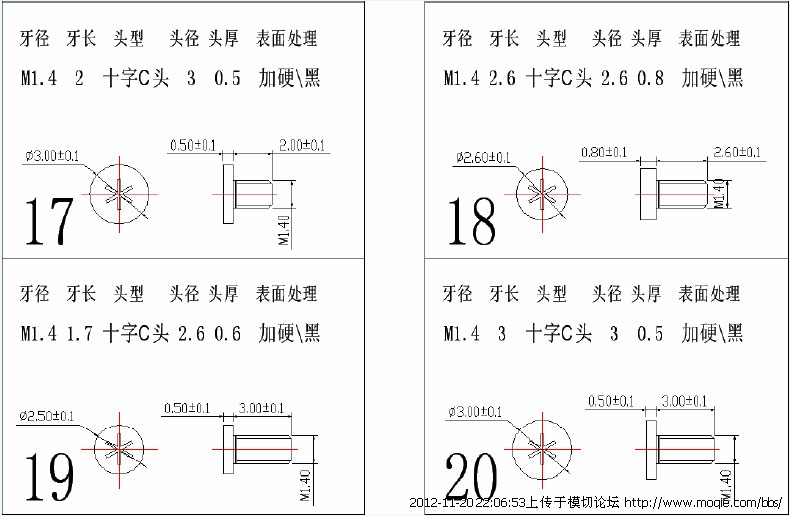 螺絲——常用自攻螺絲 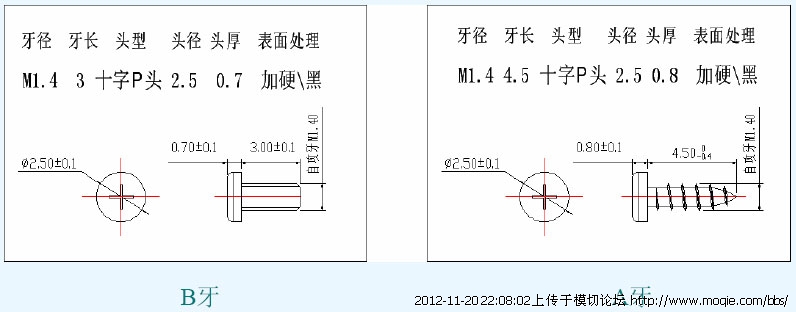 螺釘——工程圖紙中需注明的技術要求 技術要求說明(包括但不僅限): 1 材質及詳細規格、品牌; 2 表面處理工藝; 3 圖中必須要有重點管控尺寸,且要在前面加上“*”; 4 導入機型名稱。 包裝——吸塑盤 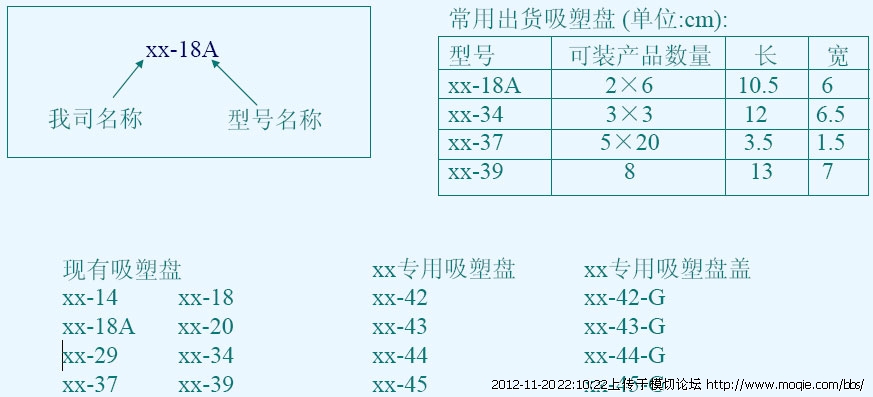 包裝——珍珠棉 作用:將裝好產品的吸塑盤與吸塑盤之間用珍珠棉隔開,以保證產品不會被吸塑盤劃傷。 規格:(cm) 60 ×35 63 ×47 45 ×28 23.8×44.8(常用) 包裝——膠袋 PE膠袋(cm) 1、4×6 2、6×12 3、8×10 4、8×12 5、10×14 6、12×18 7、20×30 PO膠袋(cm) 9×15  包裝——保護膜 規格(單位:mm) 寬×長 35 ×100000(常用) 50 ×100000 51 ×100000 52 ×100000 53 ×100000 55 ×100000 58 ×100000 61 ×100000 60 ×100000 (常用) 64 ×100000 65 ×100000 (常用) 68 ×100000 70 ×100000 75 ×100000 80 ×100000 (常用) 85 ×100000 160×100000 350×100000 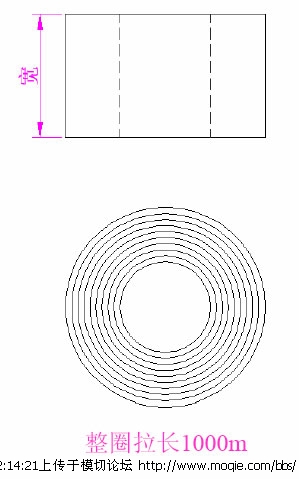 點晴模切ERP更多信息:http://moqie.clicksun.cn,聯系電話:4001861886 該文章在 2012/11/23 1:47:00 編輯過 |
關鍵字查詢
相關文章
正在查詢... 



|


 400 186 1886
400 186 1886


